 Mit
einem kleinen Anschlagwinkel wird der Schlagzahnrohling kurz ausragend in der
Mitte der Schraubstockbacken senkrecht ausgerichtet und so gespannt.
Mit
einem kleinen Anschlagwinkel wird der Schlagzahnrohling kurz ausragend in der
Mitte der Schraubstockbacken senkrecht ausgerichtet und so gespannt.Regale für Stahlhelme (Teil 3)
shelves for steel helmets (part 3)
Hier nun die Fortsetzung vom Teil 2 der Serie...
Mit
einem kleinen Anschlagwinkel wird der Schlagzahnrohling kurz ausragend in der
Mitte der Schraubstockbacken senkrecht ausgerichtet und so gespannt.
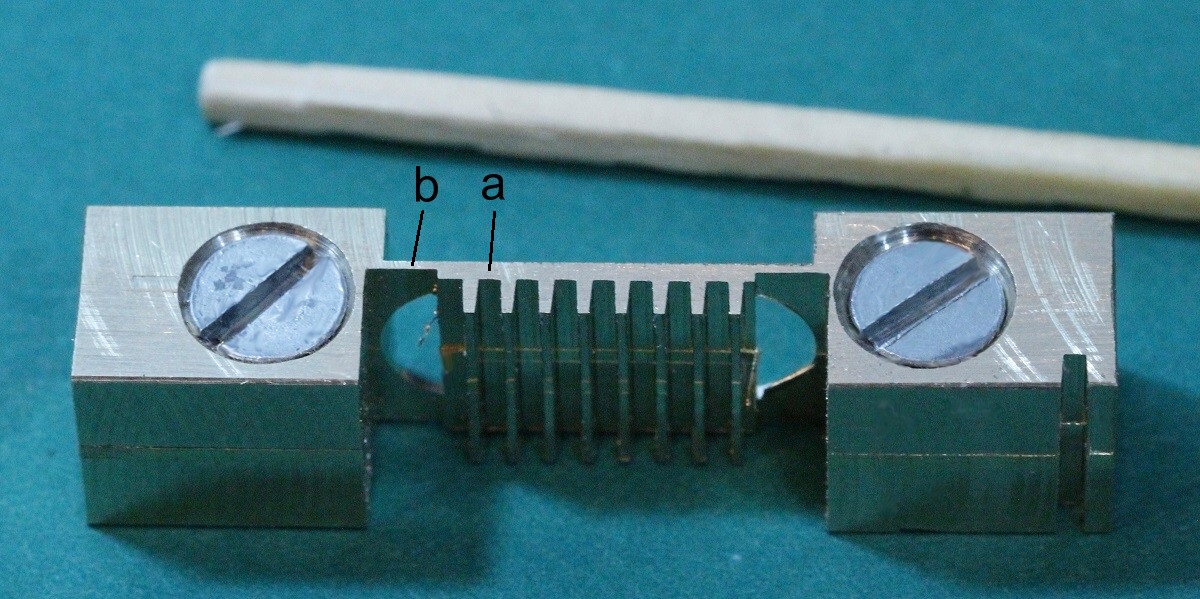
 Hier ist das
Schneidenteil - nur etwa 3 mm lang - schon angefräst. Die Seitenflächen (a)
erhalten 5° Freiwinkel nach unten. Die vordere Freifläche (b) war ja schon
vorhanden (Teil 2, letztes
Foto).
Hier ist das
Schneidenteil - nur etwa 3 mm lang - schon angefräst. Die Seitenflächen (a)
erhalten 5° Freiwinkel nach unten. Die vordere Freifläche (b) war ja schon
vorhanden (Teil 2, letztes
Foto).
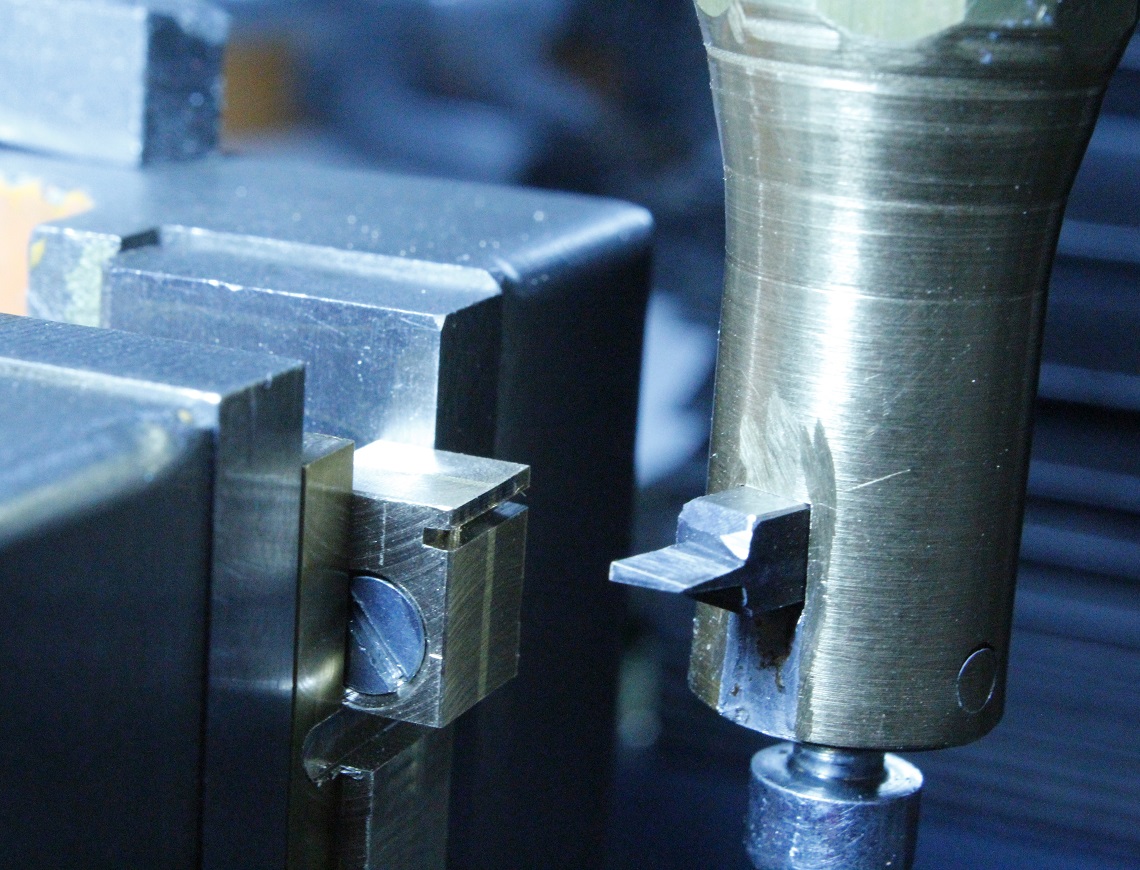
 Der
Schlagzahn ist gehärtet und im Dorn gespannt. Nur das Schneidenteil wurde beim
Härten auf Rotglut erhitzt (Herdplatte in der Küche als "Grundhitze" und
Propangasbrenner). Deshalb habe ich auf Anlassen verzichtet. Die seitlichen
Freiflächen wurden mit Hilfe der
Schleifauflage (mz006) an der Bankschleifmaschine unter 4°
ganz leicht nachgeschliffen, sodaß oben sehr scharfe Schneiden entstehen.
Der
Schlagzahn ist gehärtet und im Dorn gespannt. Nur das Schneidenteil wurde beim
Härten auf Rotglut erhitzt (Herdplatte in der Küche als "Grundhitze" und
Propangasbrenner). Deshalb habe ich auf Anlassen verzichtet. Die seitlichen
Freiflächen wurden mit Hilfe der
Schleifauflage (mz006) an der Bankschleifmaschine unter 4°
ganz leicht nachgeschliffen, sodaß oben sehr scharfe Schneiden entstehen.
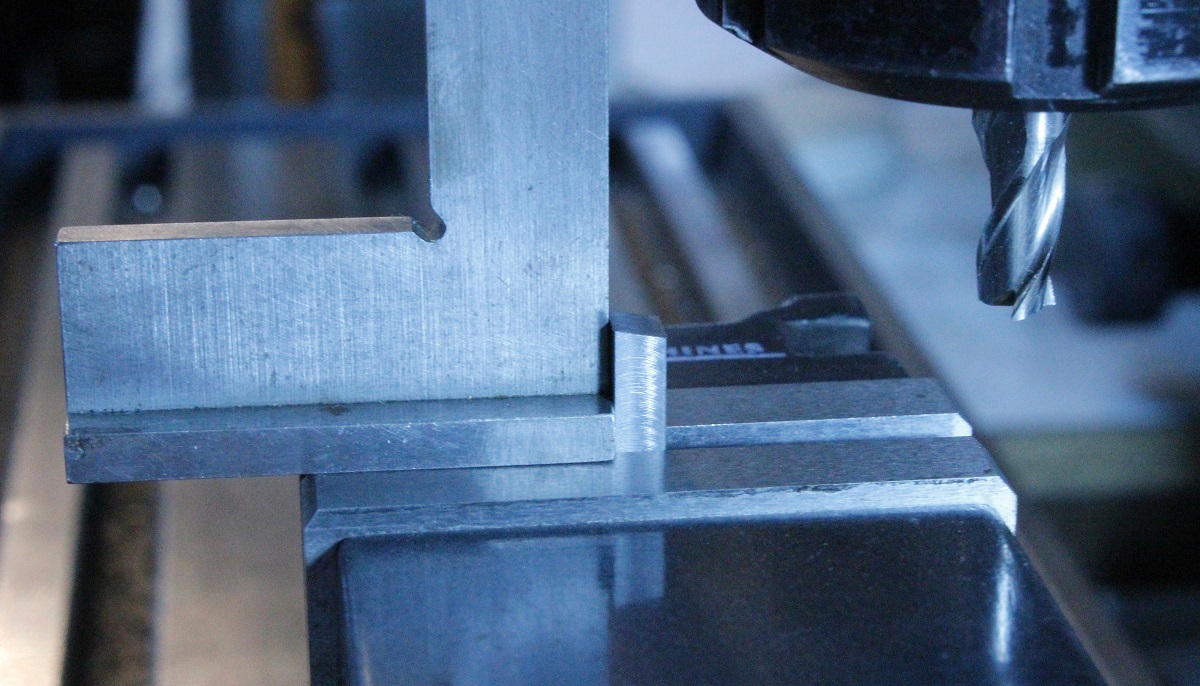
 Das
Paket wurde so im Maschinenschraubstock gespannt, daß über die Hälfte der Breite
ausragt und das Kammprofil vorgefräst (Paketbreite minus Kammbreite : 2 ist hier
die Einfrästiefe).
Das
Paket wurde so im Maschinenschraubstock gespannt, daß über die Hälfte der Breite
ausragt und das Kammprofil vorgefräst (Paketbreite minus Kammbreite : 2 ist hier
die Einfrästiefe).
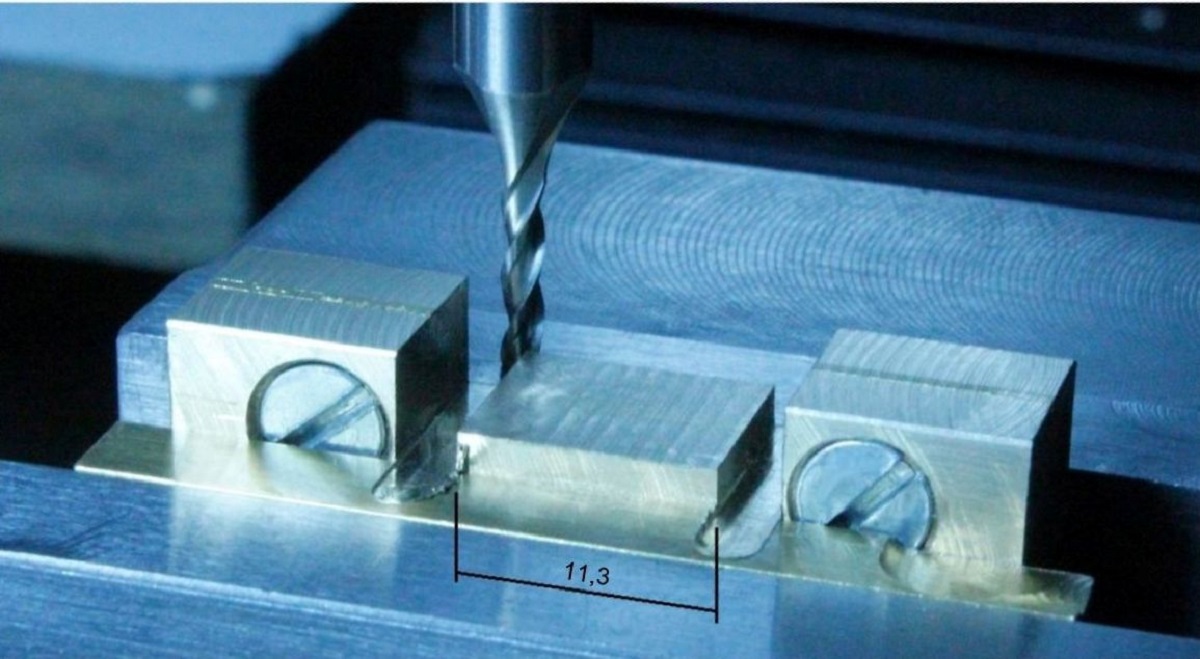 Mit
einem 2-mm-Fingerfräser wurde nun auch schon die Kammlänge von 11,3 mm bis knapp
an die Schraubstockbacken gefräst.
Mit
einem 2-mm-Fingerfräser wurde nun auch schon die Kammlänge von 11,3 mm bis knapp
an die Schraubstockbacken gefräst.
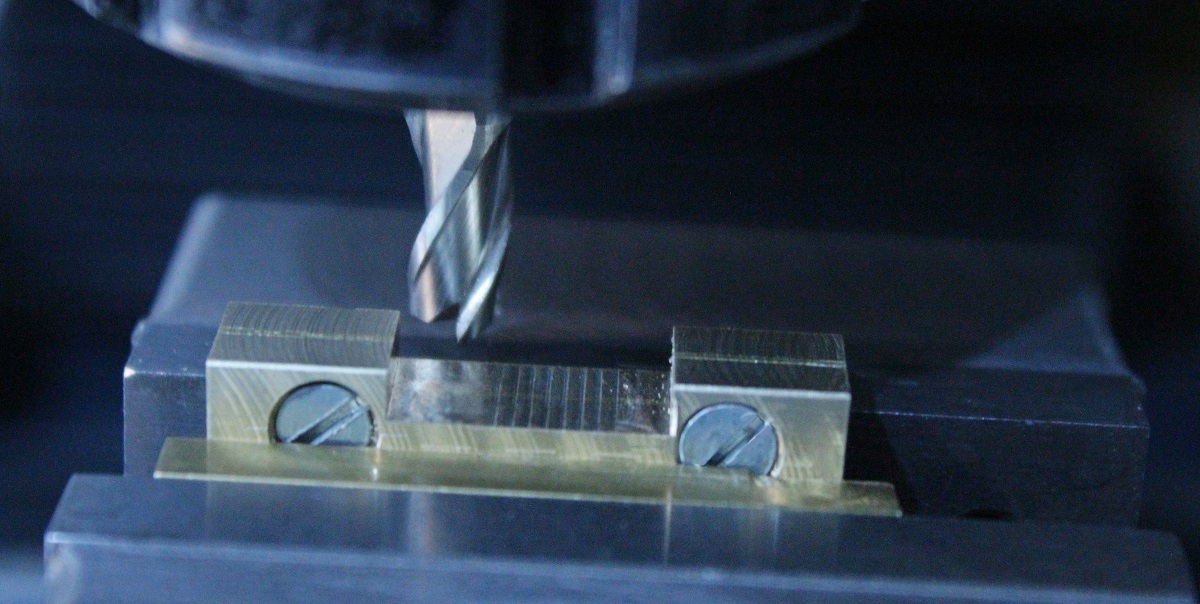
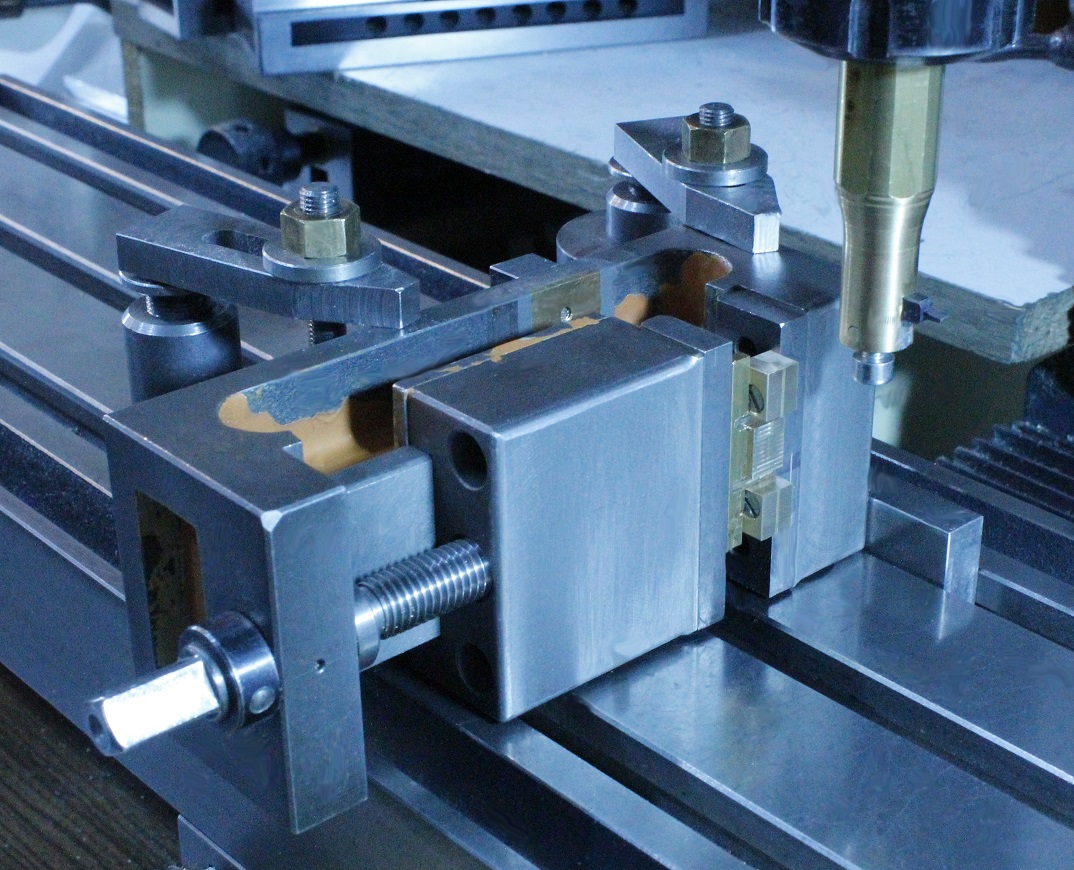 Ein
guter Maschinenschraubstock zeichnet sich dadurch aus, daß er auch auf der Seite
liegend auf den Frästisch gespannt werden kann und die genauen 90°-Winkel sind
gegeben. Im Bild mein Eigenbau-Schraubstock. Eine Bauanleitung für einen solchen
Schraubstock: mein Buch,
Seite 120 bis 138. Mit seiner hinteren Stirn wurde der Schraubstock hier
gegen Nutensteine (im Bild rechts) gestützt.
Ein
guter Maschinenschraubstock zeichnet sich dadurch aus, daß er auch auf der Seite
liegend auf den Frästisch gespannt werden kann und die genauen 90°-Winkel sind
gegeben. Im Bild mein Eigenbau-Schraubstock. Eine Bauanleitung für einen solchen
Schraubstock: mein Buch,
Seite 120 bis 138. Mit seiner hinteren Stirn wurde der Schraubstock hier
gegen Nutensteine (im Bild rechts) gestützt.
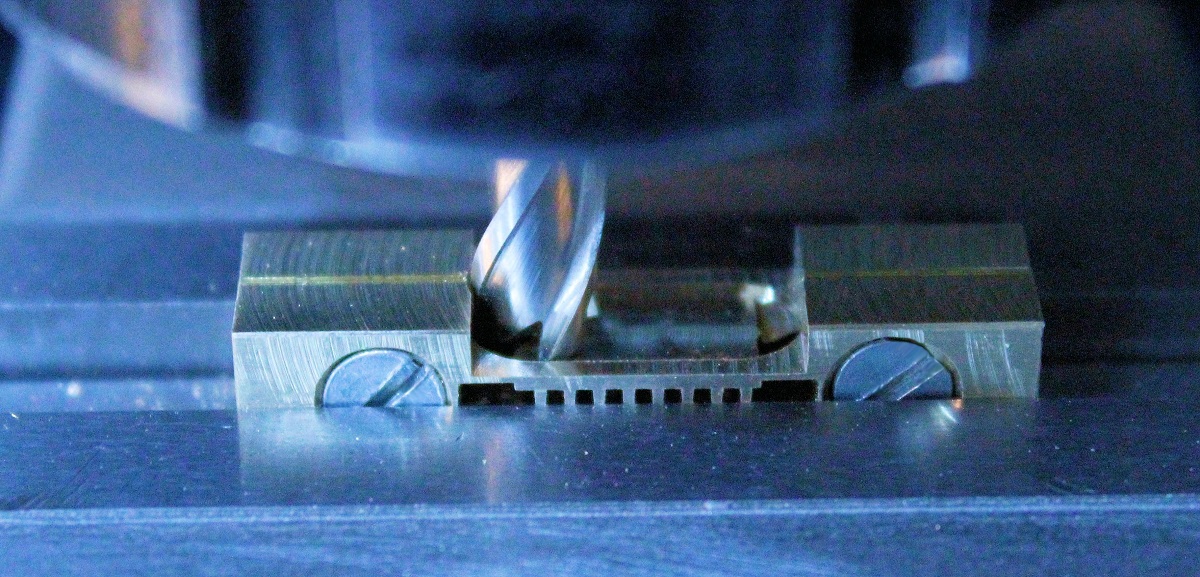
 Zuerst
habe ich zur Probe mit dem Schlagzahn ganz oben eine 1,4 mm tiefe Nut gefräst,
erwartungsgemäß gut. In diesem Bild sieht man sehr gut die 5°-Freiwinkel der
Schneiden. So vorbereitet, konnten die acht Stege für den Kamm gefräst
werden, ebenfalls 1,4 mm tief und in Abständen von 1,37 mm (digitale Meßleiste
am Z-Support!), Tiefenzustellung von Span zu Span nur 0,5 mm.
Zuerst
habe ich zur Probe mit dem Schlagzahn ganz oben eine 1,4 mm tiefe Nut gefräst,
erwartungsgemäß gut. In diesem Bild sieht man sehr gut die 5°-Freiwinkel der
Schneiden. So vorbereitet, konnten die acht Stege für den Kamm gefräst
werden, ebenfalls 1,4 mm tief und in Abständen von 1,37 mm (digitale Meßleiste
am Z-Support!), Tiefenzustellung von Span zu Span nur 0,5 mm.
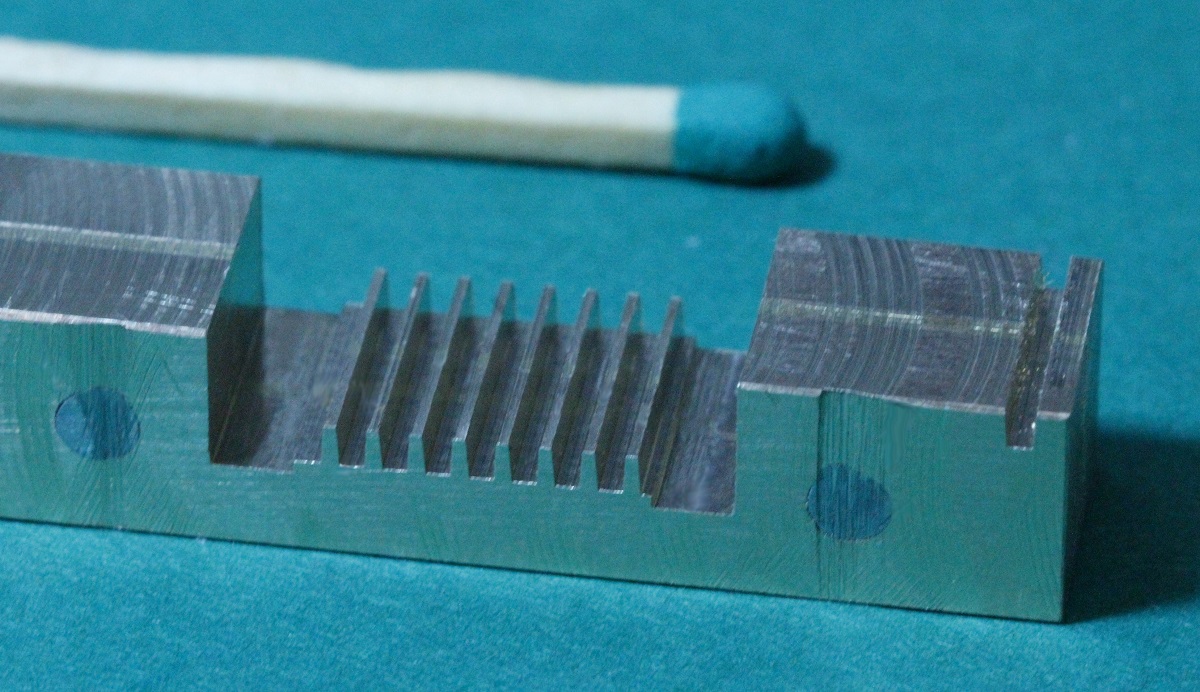 Nahaufnahme
vom halb fertig gefrästen Kamm-Paket.
Nahaufnahme
vom halb fertig gefrästen Kamm-Paket.
 Das
Paket wird umgekehrt gespannt, so tief, daß die Spitzen der Kammstege noch
wenige Zehntel-mm mit gefaßt sind. Nur in der Mitte wird die Gesamtbreite der
Kammleisten mit einem dünneren Fingerfräser auf 1,7 mm Breite gefräst.
Das
Paket wird umgekehrt gespannt, so tief, daß die Spitzen der Kammstege noch
wenige Zehntel-mm mit gefaßt sind. Nur in der Mitte wird die Gesamtbreite der
Kammleisten mit einem dünneren Fingerfräser auf 1,7 mm Breite gefräst.
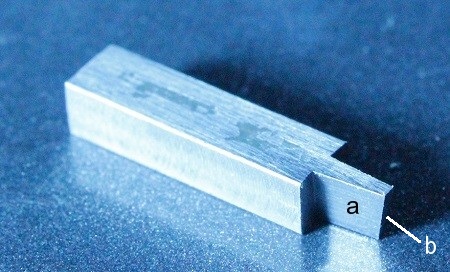
 (a)
ist die Fertig-Breite 0,3 mm für die Leisten und (b) ist eine Breite von 0,15
mm. Hier können die Paket-Enden einfach abgebrochen werden.
(a)
ist die Fertig-Breite 0,3 mm für die Leisten und (b) ist eine Breite von 0,15
mm. Hier können die Paket-Enden einfach abgebrochen werden.
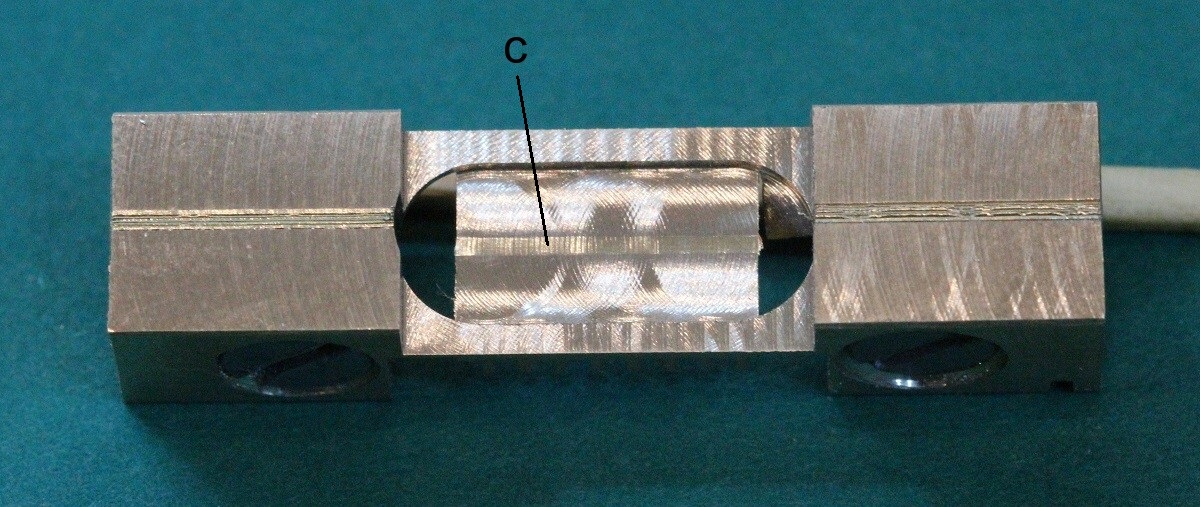 Ansicht
von unten. Bei (c) erkennt man deutlich die zwölf 0,05 mm dicken Folienstücke.
Ansicht
von unten. Bei (c) erkennt man deutlich die zwölf 0,05 mm dicken Folienstücke.
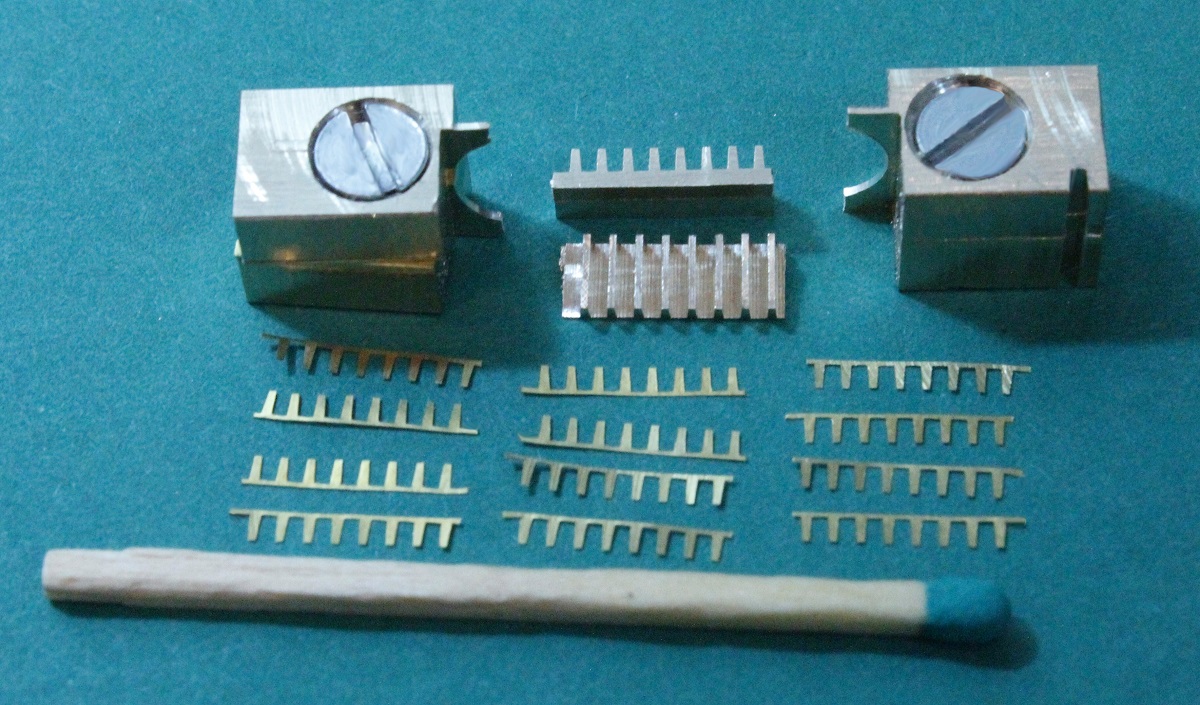 Die
zwölf Folienkämme klebten recht stark zusammen. Es brauchte ein leichtes
Hin-und-her-Biegen, um sie voneinander zu trennen. Oben liegen die Abfall-Stücke
vom Paket.
Die
zwölf Folienkämme klebten recht stark zusammen. Es brauchte ein leichtes
Hin-und-her-Biegen, um sie voneinander zu trennen. Oben liegen die Abfall-Stücke
vom Paket.
Ich habe diese Paketfertigung aus dem Grunde so ausführlich geschildert, damit die Modellbauer sehen, was man ganz ohne Ätzen (konventionell) herstellen kann. Es gibt leider viele Modellbauer, die als einzige "Rettung" die Ätz-Technologie sehen, wenn es darum geht, kleine Blech- bzw. Folienteile zu machen. Ähnlich ist es mit dem inzwischen Allerwelts-3D-Druck, den heute jeder Küchentisch-Bastler glaubt anwenden zu müssen. Nichts gegen den 3D-Druck, auch ich habe ihn einmal (!) schon benutzt...
 Die Kämme
müssen zuerst zu geschlossenen Ringen gebogen werden. Mit dem Schaft eines
3,6-mm-Wendelbohrers habe ich begonnen, bis ich herausgefunden habe, daß 3,3 mm
der richtige Durchmesser ist. Nach dem Biegen federn die Ringe ja noch etwas
auf.
Die Kämme
müssen zuerst zu geschlossenen Ringen gebogen werden. Mit dem Schaft eines
3,6-mm-Wendelbohrers habe ich begonnen, bis ich herausgefunden habe, daß 3,3 mm
der richtige Durchmesser ist. Nach dem Biegen federn die Ringe ja noch etwas
auf.
 Noch
nicht zusammengelötet.
Noch
nicht zusammengelötet.
 Ein Zapfen
wird an ein Pertinax-Stück angedreht...
Ein Zapfen
wird an ein Pertinax-Stück angedreht...
 ...auf
dem kann der Ring 0,3 mm überlappend zusammengelötet werden.
...auf
dem kann der Ring 0,3 mm überlappend zusammengelötet werden.
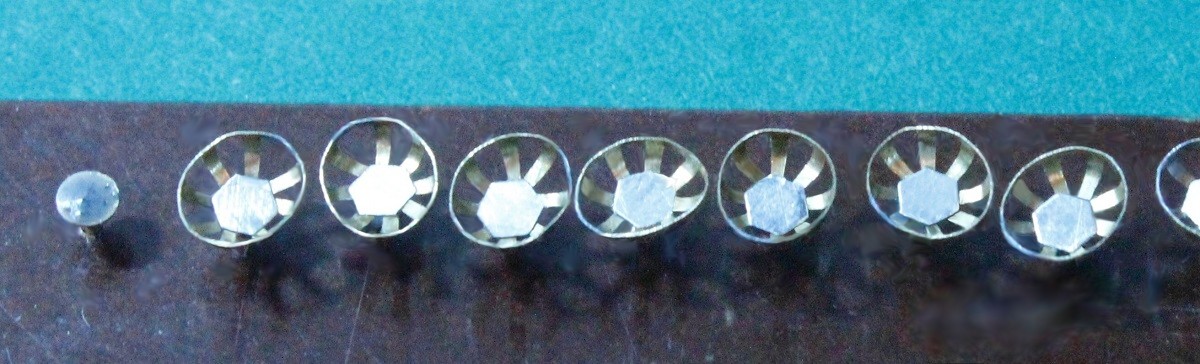
 Sie
sehen danach wie kleine Kronen aus.
Sie
sehen danach wie kleine Kronen aus.
 Auf
dem Ovalstück (siehe oben) werden die acht Nasen mit der Spitze einer Reißnadel
nach innen umgebogen. Ich muß zugeben: ich brauchte bei diesen winzigen Teilen
meine volle Geschicklichkeit. Die Bedingungen: beide Hände sind beim Arbeiten
aufgelegt, extrem gutes Licht und starke Kopflupe!
Auf
dem Ovalstück (siehe oben) werden die acht Nasen mit der Spitze einer Reißnadel
nach innen umgebogen. Ich muß zugeben: ich brauchte bei diesen winzigen Teilen
meine volle Geschicklichkeit. Die Bedingungen: beide Hände sind beim Arbeiten
aufgelegt, extrem gutes Licht und starke Kopflupe!
 Zur
Befestigung der Innenhelme in den eigentlichen Stahlhelmen drehe ich eine Anzahl
nagelförmige Bolzen (links, Zapfen-Ø 0,55, Kopf-Ø 1,8, Kopfhöhe 0,2 mm).
Zur
Befestigung der Innenhelme in den eigentlichen Stahlhelmen drehe ich eine Anzahl
nagelförmige Bolzen (links, Zapfen-Ø 0,55, Kopf-Ø 1,8, Kopfhöhe 0,2 mm).
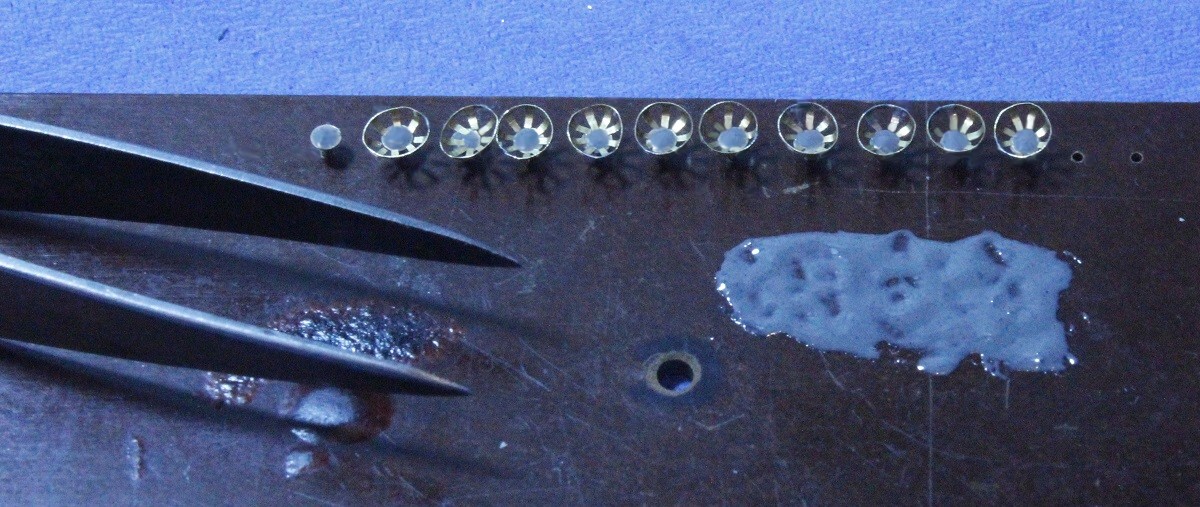 In
eine Pertinax-Platte kommen eine Anzahl 0,6-mm-Bohrungen, die Bolzen werden
eingesteckt. Zuvor drücke ich sie mit dem Kopf in eine flache Lache 2K-Kleber.
Darauf setze ich möglichst mittig die Innenhelme und lasse den Kleber anziehen.
In
eine Pertinax-Platte kommen eine Anzahl 0,6-mm-Bohrungen, die Bolzen werden
eingesteckt. Zuvor drücke ich sie mit dem Kopf in eine flache Lache 2K-Kleber.
Darauf setze ich möglichst mittig die Innenhelme und lasse den Kleber anziehen.
 In meiner
Sammlung selbstgefertigter Werkzeuge finden sich auch diverse Locheisen mit
verschiedenen 6-Kant-Querschnitten (gehärteter Silberstahl). Ich benutze jenes
mit einer "Schlüsselweite" von 1,8 mm.
In meiner
Sammlung selbstgefertigter Werkzeuge finden sich auch diverse Locheisen mit
verschiedenen 6-Kant-Querschnitten (gehärteter Silberstahl). Ich benutze jenes
mit einer "Schlüsselweite" von 1,8 mm.
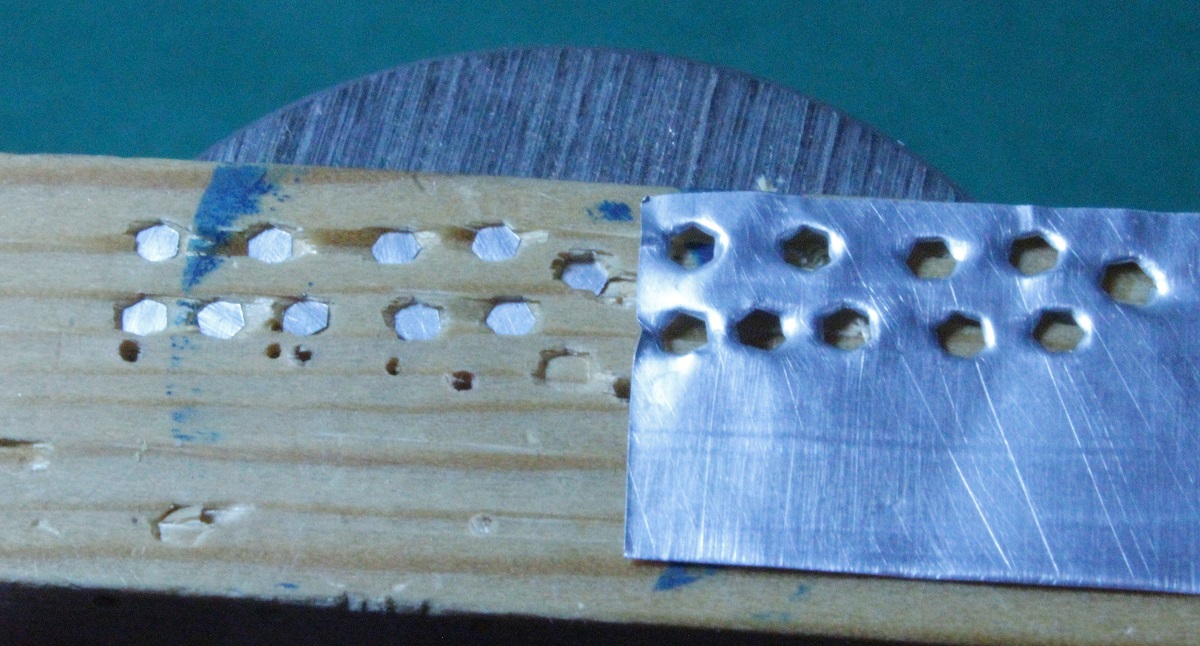 Mit dem schlage ich aus Alu-Folie kleine Sechskantscheiben in weiches Holz. Mit
einer spitzen Reißnadel lassen sie sich gut aus dem Holz herausbuhlen...
Mit dem schlage ich aus Alu-Folie kleine Sechskantscheiben in weiches Holz. Mit
einer spitzen Reißnadel lassen sie sich gut aus dem Holz herausbuhlen...
 ...und danach auf einer glatten Fläche eben drücken.
...und danach auf einer glatten Fläche eben drücken.
 Mit 2K-Kleber werden diese kleinen Scheiben innen in die Innenhelme geklebt.
Mit 2K-Kleber werden diese kleinen Scheiben innen in die Innenhelme geklebt.
 Inzwischen bereite ich schon die Anfertigung der Kinngurte für die Stahlhelme
vor. Ich schneide mit meiner Spezial-Fotoschere aus 0,05-mm-Kupfer-Folie 0,4 mm
breite Streifen (das wären beim Original 20 mm breite Lederriemen). Sie
verringeln sich beim Schneiden total...
Inzwischen bereite ich schon die Anfertigung der Kinngurte für die Stahlhelme
vor. Ich schneide mit meiner Spezial-Fotoschere aus 0,05-mm-Kupfer-Folie 0,4 mm
breite Streifen (das wären beim Original 20 mm breite Lederriemen). Sie
verringeln sich beim Schneiden total...
 ...weshalb ich sie zwischen Schraubstock und Justierzange mit einem kurzen Ruck
(etwa 2 - 3 mm) streckrichte.
...weshalb ich sie zwischen Schraubstock und Justierzange mit einem kurzen Ruck
(etwa 2 - 3 mm) streckrichte.
Im Teil 4 geht es weiter...