Regale für Stahlhelme
(Teil 1)
shelves for steel helmets
(part 1)
In der Nähe der leichten Flak-Geschütze
(20- und 40-mm) sind Regale zur griffbereiten Lagerungen der Stahlhelme für die
Bedienungsmannschaften angebracht. Ich will auch diese Regale an meinem
Zerstörer-Modell zeigen. Die Selbst-Anfertigung der Stahlhelme (Typ US M1)
 (kleine Bilder anklicken) selbst kann ich mir ersparen, denn ich konnte bei der Firma SHAPEWAYS (
1/48 US M1 Helmet set101 (WEY9HHK6Z) by HOLDEN8702ND
), bekannt für hochwertige (!) 3D-Ausdrucke,
50 Stahlhelme im M 1:48 (mein Modell hat den Maßstab 1:50) bestellen (Danke
Witali!).
(kleine Bilder anklicken) selbst kann ich mir ersparen, denn ich konnte bei der Firma SHAPEWAYS (
1/48 US M1 Helmet set101 (WEY9HHK6Z) by HOLDEN8702ND
), bekannt für hochwertige (!) 3D-Ausdrucke,
50 Stahlhelme im M 1:48 (mein Modell hat den Maßstab 1:50) bestellen (Danke
Witali!).
 Die Helme sind in einer milchigen
Plaste als Vollkörper gedruckt.
Die Helme sind in einer milchigen
Plaste als Vollkörper gedruckt.
 Nur mit einer starken Lupe ist die leichte Rauheit an der Oberfläche zu
erkennen...
Nur mit einer starken Lupe ist die leichte Rauheit an der Oberfläche zu
erkennen...
 Hier habe ich
die 10-fach größere Zeichnung vom Querschnitt der Regale angefertigt. Senkrecht
stehen hinten zwei L-Profile 1x1 mm und an der Vorderkante zwei 1x1,5 mm. Die
waagerechten Verbindungen bestehen aus 0,4-mm-Messing-Drähten hinten (5,8 mm
lang) und zwei Stück 6,2 mm lang an den Seiten. Vorn ist das Regal zwischen den
Eckwinkeln 1x1,5 offen, damit man hier eingreifen und die Stahlhelme nach oben
herausheben kann. In der Mitte habe ich die Kontur der Draufsicht der Stahlhelme
angedeutet.
Hier habe ich
die 10-fach größere Zeichnung vom Querschnitt der Regale angefertigt. Senkrecht
stehen hinten zwei L-Profile 1x1 mm und an der Vorderkante zwei 1x1,5 mm. Die
waagerechten Verbindungen bestehen aus 0,4-mm-Messing-Drähten hinten (5,8 mm
lang) und zwei Stück 6,2 mm lang an den Seiten. Vorn ist das Regal zwischen den
Eckwinkeln 1x1,5 offen, damit man hier eingreifen und die Stahlhelme nach oben
herausheben kann. In der Mitte habe ich die Kontur der Draufsicht der Stahlhelme
angedeutet.
 Ich fertige zwei verschieden hohe Regal-Typen. Hier werden die L-Winkel für die
niedrigen Regale auf Länge abgesägt. Spannen konnte ich die 1x1-L-Winkel in der
0,9-mm-Spannzange. Oben liegt ein Drehteil mit einem langen Zapfen. Um diesen
Längenbetrag ragt jedes L-Profil aus der Spannzange, damit sie alle gleich lang
abgesägt werden - ganz ohne messen.
Ich fertige zwei verschieden hohe Regal-Typen. Hier werden die L-Winkel für die
niedrigen Regale auf Länge abgesägt. Spannen konnte ich die 1x1-L-Winkel in der
0,9-mm-Spannzange. Oben liegt ein Drehteil mit einem langen Zapfen. Um diesen
Längenbetrag ragt jedes L-Profil aus der Spannzange, damit sie alle gleich lang
abgesägt werden - ganz ohne messen.
 Hier werden die längeren Profile abgesägt. Die Metall-Kreissäge ist in beiden
Fällen nahe der Spannzange (etwa nur 1 mm Abstand). Oben liegt auch hier der
zugehörige Längenzapfen. Mit dem wird das Profil von vorn in die Zange geschoben
und diese dann geschlossen.
Hier werden die längeren Profile abgesägt. Die Metall-Kreissäge ist in beiden
Fällen nahe der Spannzange (etwa nur 1 mm Abstand). Oben liegt auch hier der
zugehörige Längenzapfen. Mit dem wird das Profil von vorn in die Zange geschoben
und diese dann geschlossen.
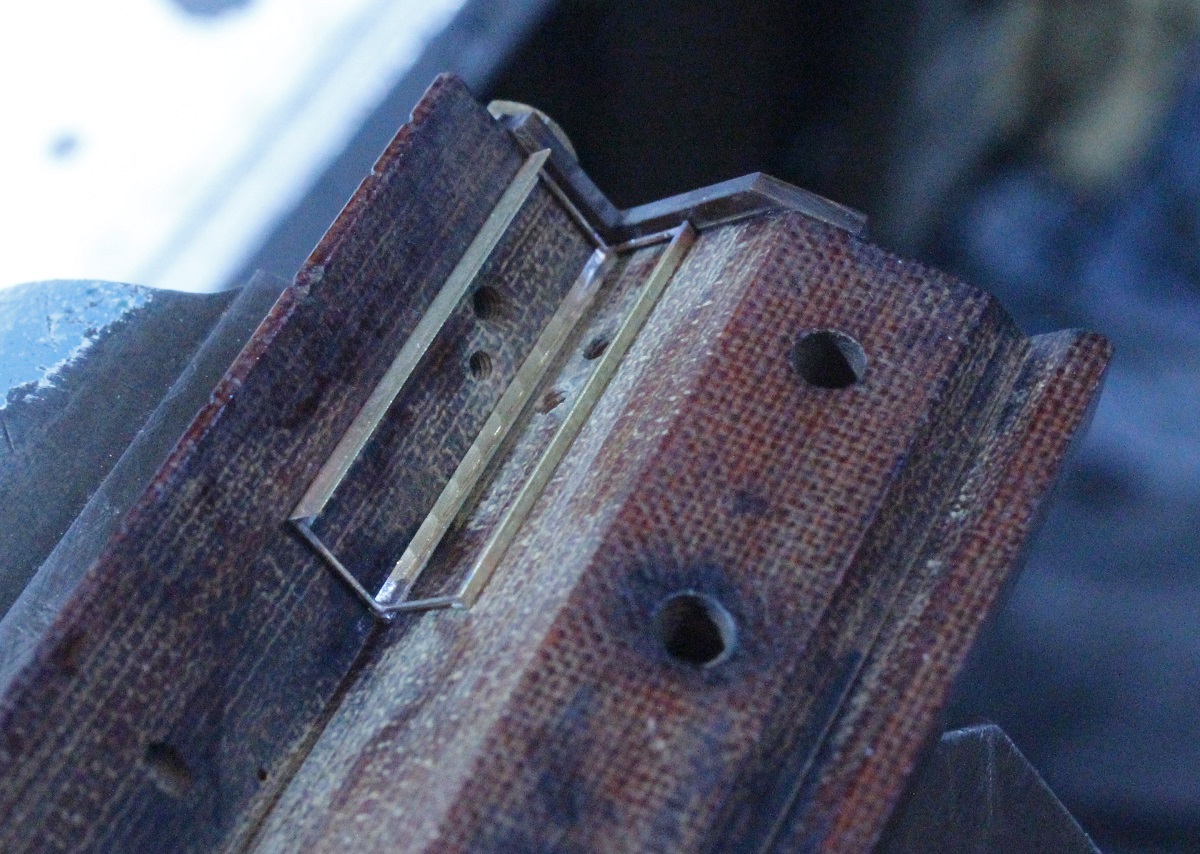
 Nach dem Absägen haben die Profile an beiden Enden selbstverständlich geringen
Grat. Dieser muß (!) mit einer rotierenden Drahtbürste entfernt werden. Das
Profil liegt dabei lose in einem leicht geöffneten Spalt der Schraubstockbacken.
Nach dem Absägen haben die Profile an beiden Enden selbstverständlich geringen
Grat. Dieser muß (!) mit einer rotierenden Drahtbürste entfernt werden. Das
Profil liegt dabei lose in einem leicht geöffneten Spalt der Schraubstockbacken.
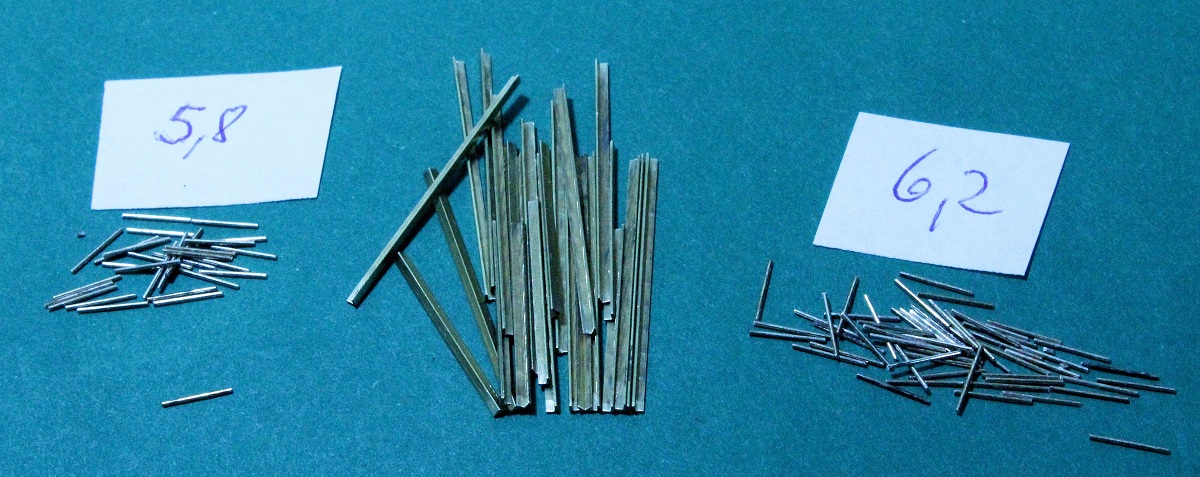
 Die wesentlichen Teile für die Regale: zwei verschieden lange 0,4-mm-Drahtstücke
(eingestelltes Tiefenmaß vom Meßschieber, Seitenschneider) und in der Mitte die
L-Profile.
Die wesentlichen Teile für die Regale: zwei verschieden lange 0,4-mm-Drahtstücke
(eingestelltes Tiefenmaß vom Meßschieber, Seitenschneider) und in der Mitte die
L-Profile.
Die Profile 1x1,5 mm muß ich noch anfertigen...Dazu
schneide ich mit der frisierten
Fotoschere und hier
aus 0,15-mm-Messingblech 2,7 mm breite Streifen.
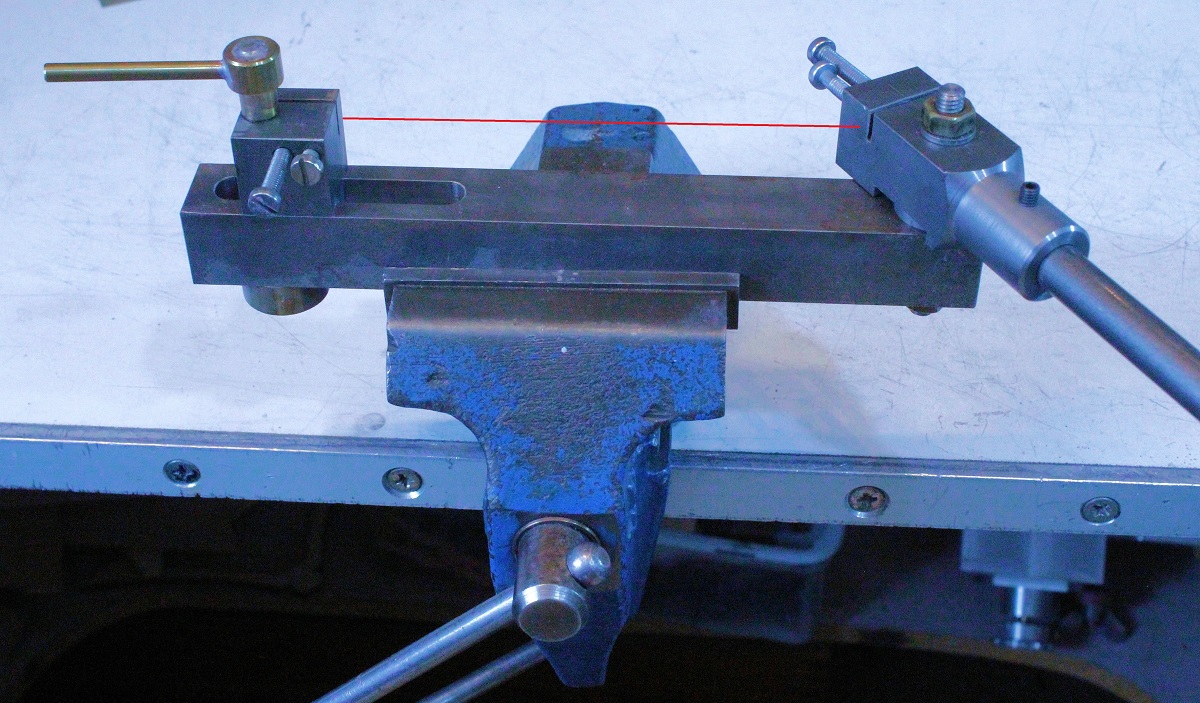
 Beim
Schneiden verwölben sich die Streifen stark. Mit meiner (Eigenbau-)Streckvorrichtung
werden sie streckgerichtet. Mit einer roten Linie habe ich angedeutet, wie der
Blechstreifen in der Vorrichtung dabei eingespannt ist.
Beim
Schneiden verwölben sich die Streifen stark. Mit meiner (Eigenbau-)Streckvorrichtung
werden sie streckgerichtet. Mit einer roten Linie habe ich angedeutet, wie der
Blechstreifen in der Vorrichtung dabei eingespannt ist.
 In
dem (Eigenbau-)Winkelprägewerkzeug
werden die L-Winkel gebogen. Eingespannt ist dieses Werkzeug dabei in der
(Eigenbau-)Kniehebelpresse und
hier.
In
dem (Eigenbau-)Winkelprägewerkzeug
werden die L-Winkel gebogen. Eingespannt ist dieses Werkzeug dabei in der
(Eigenbau-)Kniehebelpresse und
hier.
 Im Bild das wesentliche Element der Kniehebelpresse, das zweiteilige
Kniehebelgelenk, welches im Moment des vollkommen Gerade-Richtens Überkräfte
entwickelt. Ein kluger Mann hat einmal sinngemäß gesagt: Gäbe es im All einen
Festpunkt, könnte man die Erde aus ihrer Bahn drücken...!
Im Bild das wesentliche Element der Kniehebelpresse, das zweiteilige
Kniehebelgelenk, welches im Moment des vollkommen Gerade-Richtens Überkräfte
entwickelt. Ein kluger Mann hat einmal sinngemäß gesagt: Gäbe es im All einen
Festpunkt, könnte man die Erde aus ihrer Bahn drücken...!
 Der rote Strich
zeigt die Mitte zwischen den Säulen des "Säulengestells" an, hier soll man die
zu prägenden Teile positionieren.
Der rote Strich
zeigt die Mitte zwischen den Säulen des "Säulengestells" an, hier soll man die
zu prägenden Teile positionieren.
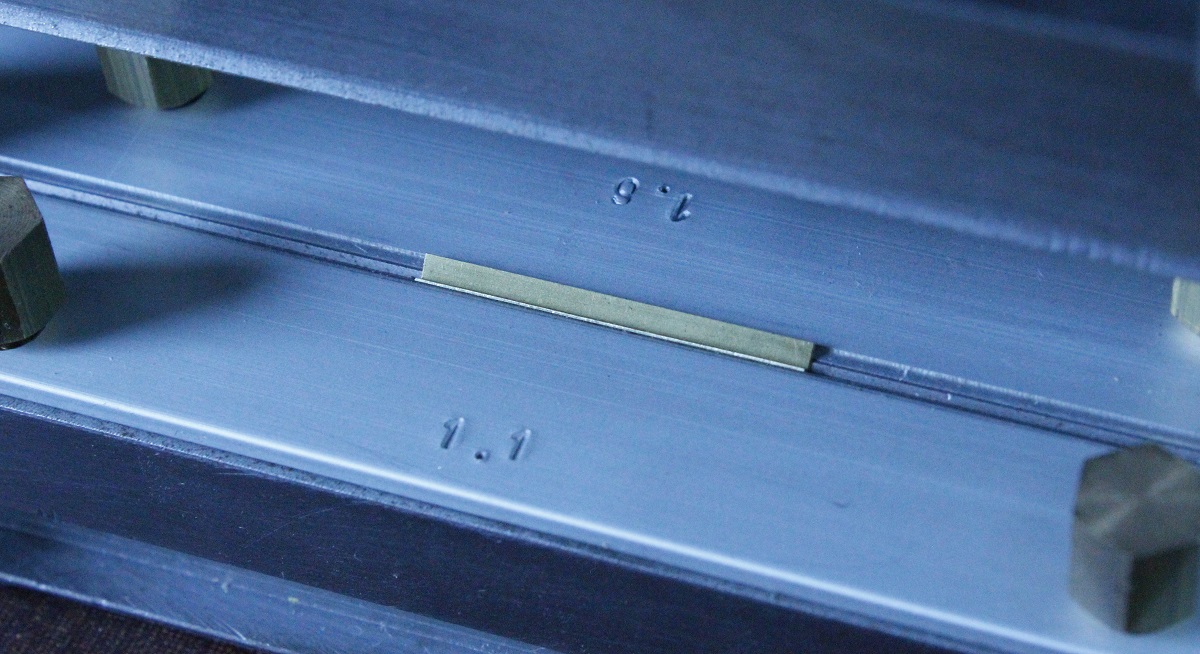
 Der 2,7 mm breite Blechstreifen ist zu einem L-Profil 1x1,5 mm geprägt. Für das
Prägen unterschiedlichster L-Profile sind Zentrier- und Anschlagleisten (hier
1,1 und 1,6) auswechselbar....!
Der 2,7 mm breite Blechstreifen ist zu einem L-Profil 1x1,5 mm geprägt. Für das
Prägen unterschiedlichster L-Profile sind Zentrier- und Anschlagleisten (hier
1,1 und 1,6) auswechselbar....!
 Die Anpreßkraft ist dabei so groß, daß die meisten L-Winkel am oberen
Prägemesser kleben bleiben. Der Winkel der "Schneide" ist 85°, also nicht 90°.
Die Anpreßkraft ist dabei so groß, daß die meisten L-Winkel am oberen
Prägemesser kleben bleiben. Der Winkel der "Schneide" ist 85°, also nicht 90°.
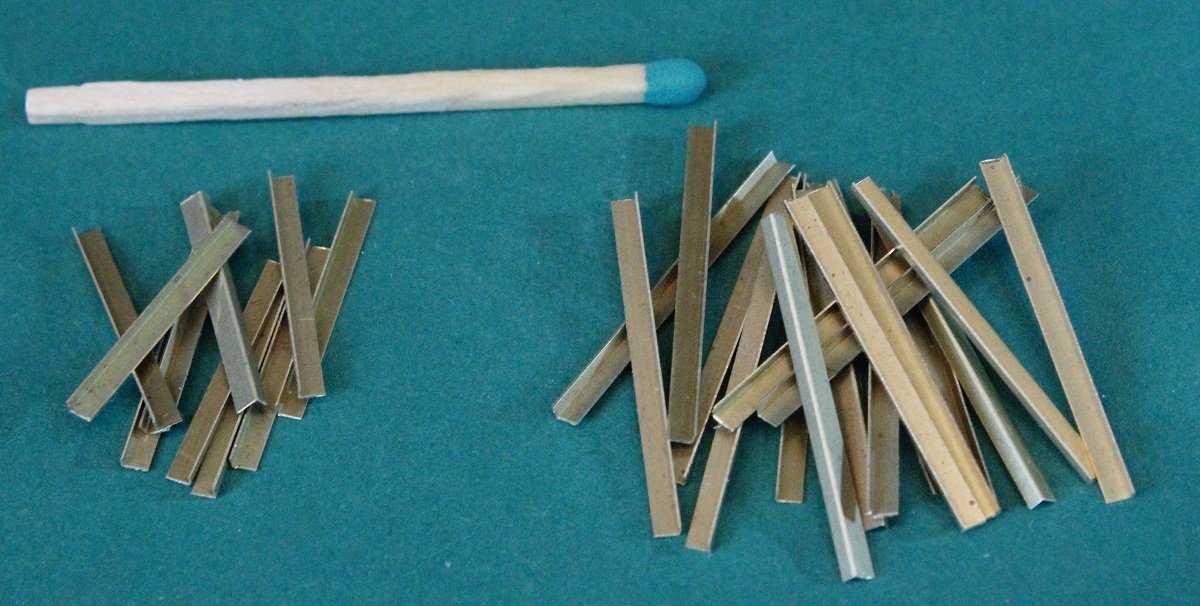
 Das Ergebnis der Arbeit.
Das Ergebnis der Arbeit.
 Für das
Zusammenlöten der Winkel mit den Drahtstücken, muß das Lötprisma an einem Ende
eine "Anschlagwand" erhalten - Ansicht von außen...
Für das
Zusammenlöten der Winkel mit den Drahtstücken, muß das Lötprisma an einem Ende
eine "Anschlagwand" erhalten - Ansicht von außen...
 ...und die Ansicht
von innen. So ist die Lötstelle mit der feinen Spitze des Lötkolbens gut zu
erreichen.
...und die Ansicht
von innen. So ist die Lötstelle mit der feinen Spitze des Lötkolbens gut zu
erreichen.
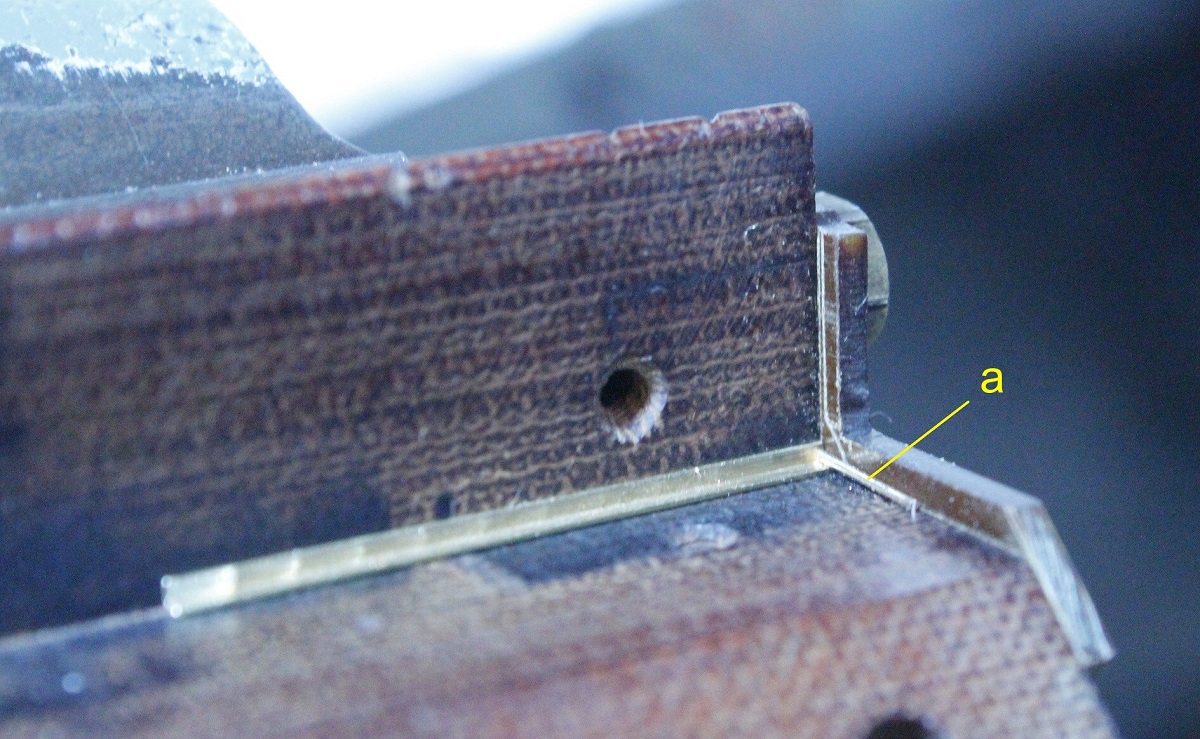
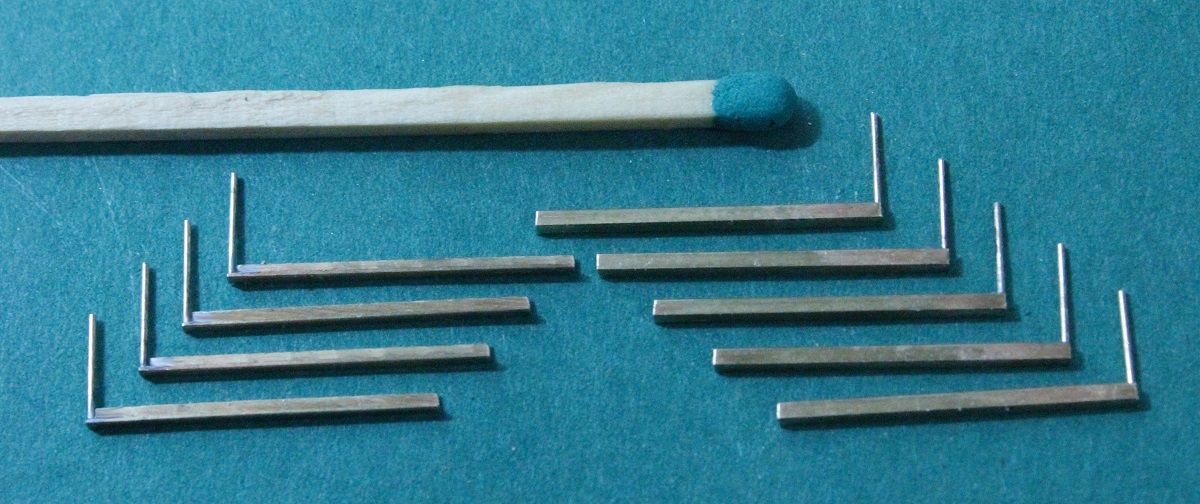
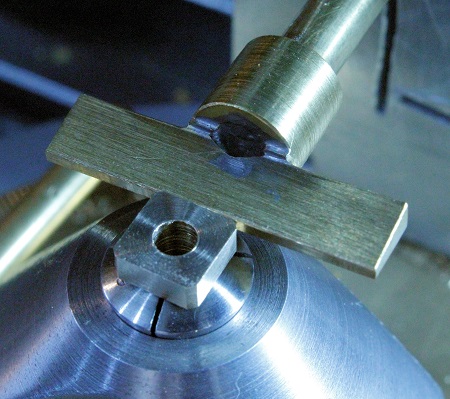
 Hier liegt ein Winkel und ein Drahtstück (a) im Lötprisma, wie sie (rechtwinklig
!) zusammengelötet werden.
Hier liegt ein Winkel und ein Drahtstück (a) im Lötprisma, wie sie (rechtwinklig
!) zusammengelötet werden.
 Klug ist es, wenn
man dabei wenigstens den Winkel festklemmt. So bleibt nur noch, das Drahtstück
mit der Spitze der Reißnadel festzuhalten.
Klug ist es, wenn
man dabei wenigstens den Winkel festklemmt. So bleibt nur noch, das Drahtstück
mit der Spitze der Reißnadel festzuhalten.
 Ich habe keine Idee, wie ich diese Teile ohne Vorrichtung löten könnte? Das wäre
Basteln und so würde es auch aussehen...!
Ich habe keine Idee, wie ich diese Teile ohne Vorrichtung löten könnte? Das wäre
Basteln und so würde es auch aussehen...!
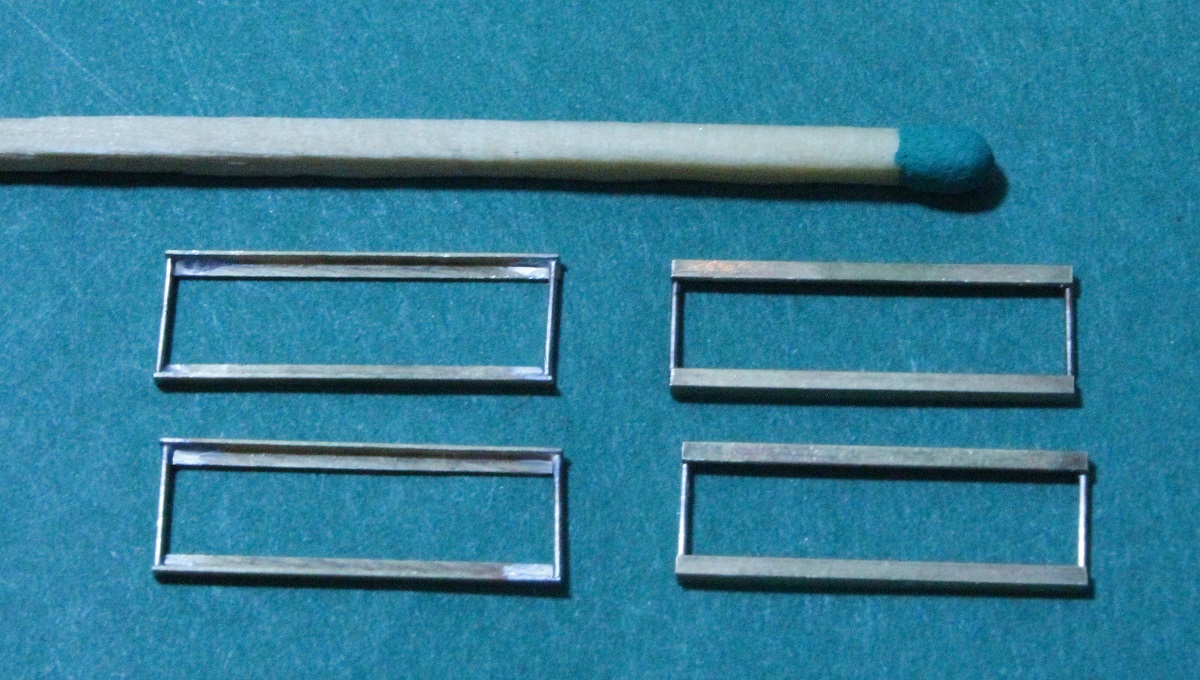
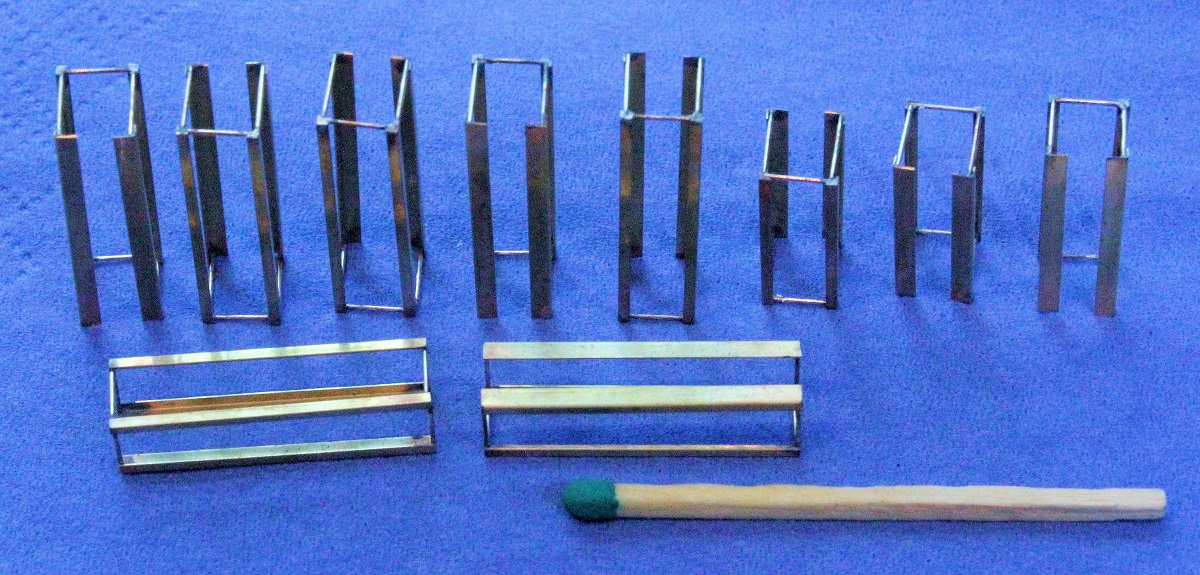
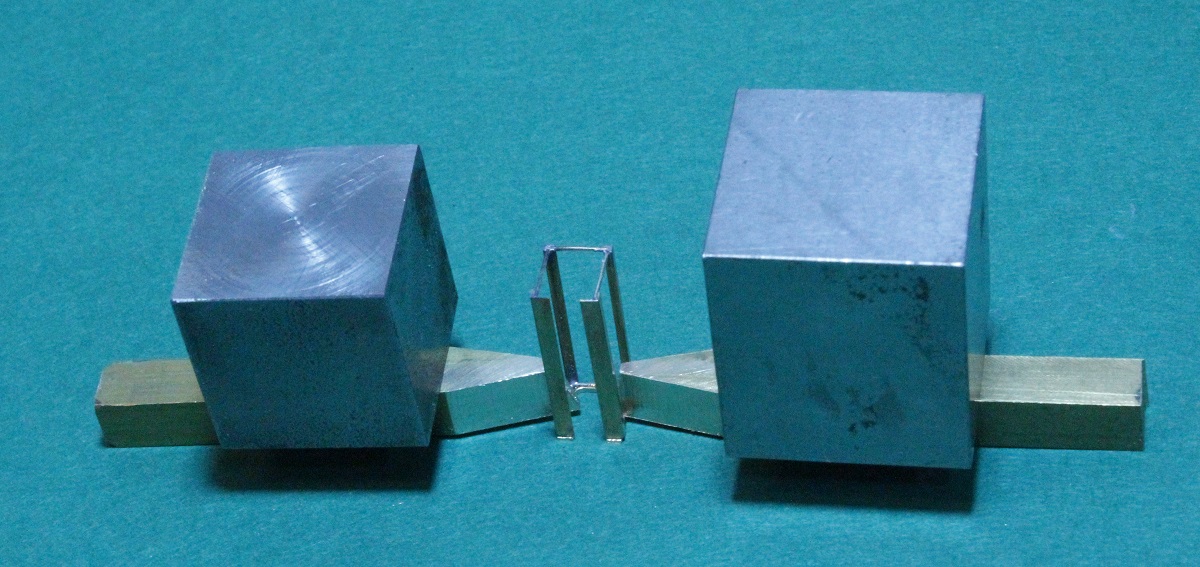
 Je zwei dieser
Teile werden anschließend zu einem Rahmen zusammengelötet, natürlich auch nur,
wenn sie mit einer Spannbrücke gehalten und gut ausgerichtet werden.
Je zwei dieser
Teile werden anschließend zu einem Rahmen zusammengelötet, natürlich auch nur,
wenn sie mit einer Spannbrücke gehalten und gut ausgerichtet werden.
 Innen (links) sieht man etwas überschüssiges Lötzinn, das kaum entfernt werden
kann. Es muß auch nicht entfernt werden, denn diese Regale sieht man später nur
von außen (rechts).
Innen (links) sieht man etwas überschüssiges Lötzinn, das kaum entfernt werden
kann. Es muß auch nicht entfernt werden, denn diese Regale sieht man später nur
von außen (rechts).
 Ich
erwähne oft die einfache Vorrichtung des Lötprismas. Ich habe drei verschieden
große, aus Pertinax gefräst. Das sind wirksame Hilfen bei vielen Lötarbeiten.
Im Bild wird die große Stufe des mittleren Prismas nachgefräst. An der anderen
Seite liegt parallel noch ein flacheres Prisma. Das Schichtmaterial Pertinax ist
gegen die Hitze beim Weichlöten wiederstandsfähig, leitet andererseits Hitze
aber auch nicht weiter, es kühlt also nicht, besonders nicht die Lötstellen.
Ähnlich ist das feinporigere Novotex. Ich mache 98% der von mir oft benutzten
Lötvorrichtungen aus diesen beiden Materialien. Alternativ ist Alu für
Lötvorrichtungen geeignet - mit dem Nachteil, daß es "kühlt". Weil man Pertinax
oder Novotex kaum zu Schrauben verarbeiten kann, werden diese dann aus Alu
gemacht.
Ich
erwähne oft die einfache Vorrichtung des Lötprismas. Ich habe drei verschieden
große, aus Pertinax gefräst. Das sind wirksame Hilfen bei vielen Lötarbeiten.
Im Bild wird die große Stufe des mittleren Prismas nachgefräst. An der anderen
Seite liegt parallel noch ein flacheres Prisma. Das Schichtmaterial Pertinax ist
gegen die Hitze beim Weichlöten wiederstandsfähig, leitet andererseits Hitze
aber auch nicht weiter, es kühlt also nicht, besonders nicht die Lötstellen.
Ähnlich ist das feinporigere Novotex. Ich mache 98% der von mir oft benutzten
Lötvorrichtungen aus diesen beiden Materialien. Alternativ ist Alu für
Lötvorrichtungen geeignet - mit dem Nachteil, daß es "kühlt". Weil man Pertinax
oder Novotex kaum zu Schrauben verarbeiten kann, werden diese dann aus Alu
gemacht.
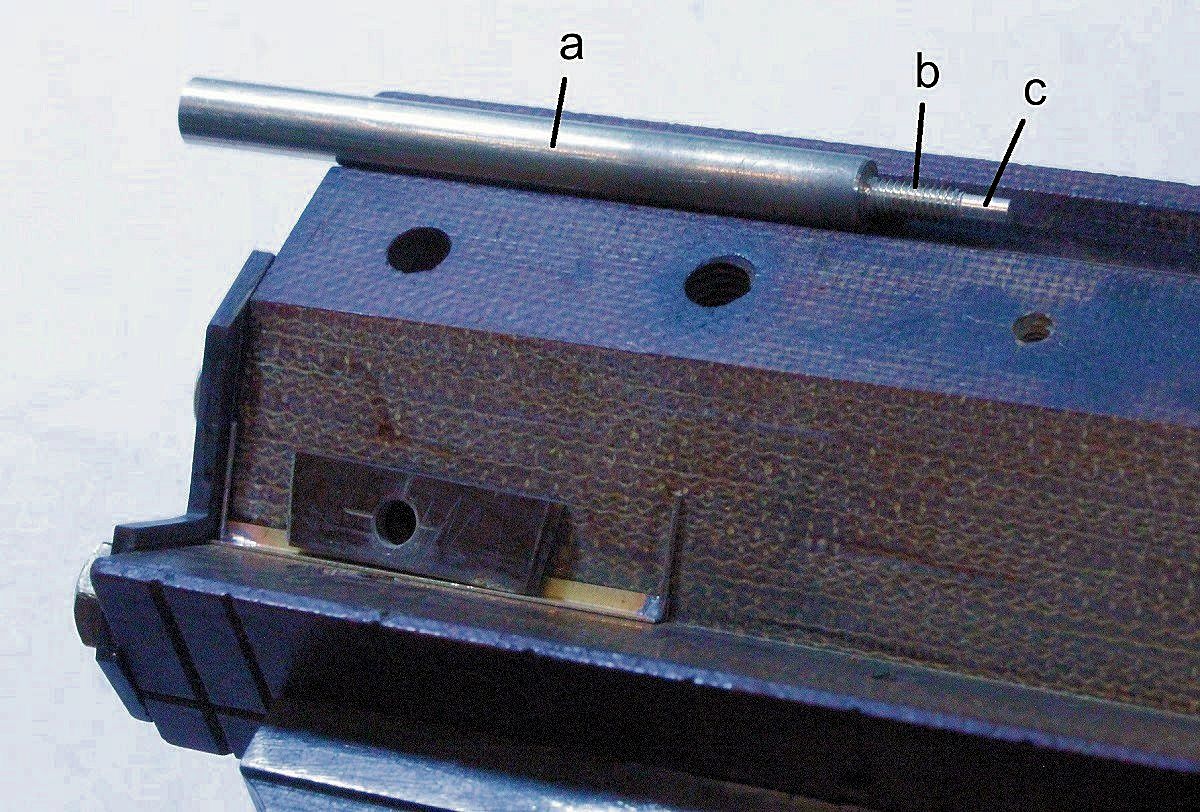
 Für
das Festhalten der kleinen Teile im Lötprisma benötigt man eine kleine
Pertinax-Platte mit 2,3-mm-Bohrung und eine praktische Schraube (im Bild oben).
Die M2-Schraube (b) hat einen gut händelbaren, langen Griff (a) und am Ende
einen Zapfen vom Ø 1,5. So läßt sich diese Schraube
"zielsicher" einstecken. Gerade bei Vorrichtungen soll man sich alles so bequem
wie möglich machen...!
Für
das Festhalten der kleinen Teile im Lötprisma benötigt man eine kleine
Pertinax-Platte mit 2,3-mm-Bohrung und eine praktische Schraube (im Bild oben).
Die M2-Schraube (b) hat einen gut händelbaren, langen Griff (a) und am Ende
einen Zapfen vom Ø 1,5. So läßt sich diese Schraube
"zielsicher" einstecken. Gerade bei Vorrichtungen soll man sich alles so bequem
wie möglich machen...!
 Die Schraube wird ja nur leicht angezogen... Das kurze Drahtstück (rechts!) wird
mit der Spitze einer Reißnadel oder mit einer feinen Holzleiste (Streichholz...)
in die Ecke gedrückt und so angelötet.
Die Schraube wird ja nur leicht angezogen... Das kurze Drahtstück (rechts!) wird
mit der Spitze einer Reißnadel oder mit einer feinen Holzleiste (Streichholz...)
in die Ecke gedrückt und so angelötet.
 Die hinteren Teile der Regal-Stellagen (oben) und die Seitenteile (unten).
Die hinteren Teile der Regal-Stellagen (oben) und die Seitenteile (unten).
 Ein hinteres Teil liegt rechts im Prisma und ein Seitenteil links. Mit einem
Finger kann man beide in dieser Lage gut festhalten.
Ein hinteres Teil liegt rechts im Prisma und ein Seitenteil links. Mit einem
Finger kann man beide in dieser Lage gut festhalten.
 Die beiden Lötstellen müssen bei Zugabe eines winzigen Tropfens Lötwasser nur
noch einmal mit der Lötkolbenspitze auf Fluß-Temperatur erhitzt werden.
Die beiden Lötstellen müssen bei Zugabe eines winzigen Tropfens Lötwasser nur
noch einmal mit der Lötkolbenspitze auf Fluß-Temperatur erhitzt werden.
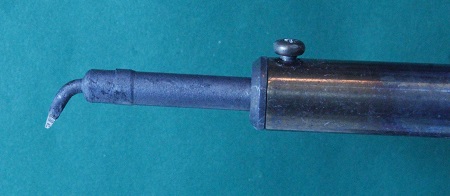 Dazu verwende ich
an meinem 100-Watt-Lötkolben diese dünne aus Kupfer selbstgedrehte
Lötkolbenspitze. Es ist ein Denkfehler, zu glauben, daß man für filigrane
Lötarbeiten einen 15- oder 20-Watt-Lötkolben benötigt...
Dazu verwende ich
an meinem 100-Watt-Lötkolben diese dünne aus Kupfer selbstgedrehte
Lötkolbenspitze. Es ist ein Denkfehler, zu glauben, daß man für filigrane
Lötarbeiten einen 15- oder 20-Watt-Lötkolben benötigt...
 Auch bei dieser
Spitze ist in der Verdickung genügend Hitze gespeichert, damit beim Löten
kleiner und kleinster Teile schnell viel Hitze an der Lötstelle ankommt.
Vergessen Sie den völligen Unsinn mit den "Lötstationen mit Temperaturreglung".
Die Temperatur "regelt" man ganz einfach damit, daß man den Kupferkörper mehr
oder weniger tief in den Heizkörper steckt. Steckt er zu tief, so verbrennt das
Lötzinn vorn an der Spitze zu einem schwarzen Belag, der keine Wärmeübertragung
zuläßt. Ragt der Kupferkörper zu weit aus, wird vorn die Spitze nicht genügend
heiß. Die richtige Temperatur erkennt man am quecksilbrigen Aussehen des Zinns
und daran, daß das Zinn (Lötdraht ohne Kolophonium) bei Berührung mit der
Lötkolbenspitze sofort "fließt".
Auch bei dieser
Spitze ist in der Verdickung genügend Hitze gespeichert, damit beim Löten
kleiner und kleinster Teile schnell viel Hitze an der Lötstelle ankommt.
Vergessen Sie den völligen Unsinn mit den "Lötstationen mit Temperaturreglung".
Die Temperatur "regelt" man ganz einfach damit, daß man den Kupferkörper mehr
oder weniger tief in den Heizkörper steckt. Steckt er zu tief, so verbrennt das
Lötzinn vorn an der Spitze zu einem schwarzen Belag, der keine Wärmeübertragung
zuläßt. Ragt der Kupferkörper zu weit aus, wird vorn die Spitze nicht genügend
heiß. Die richtige Temperatur erkennt man am quecksilbrigen Aussehen des Zinns
und daran, daß das Zinn (Lötdraht ohne Kolophonium) bei Berührung mit der
Lötkolbenspitze sofort "fließt".
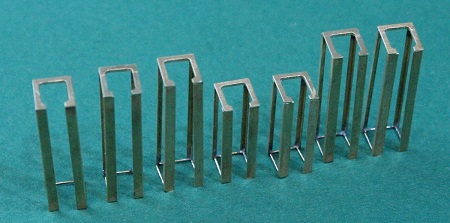
 Die
senkrechten Teile der Stahlhelm-Regale sind fertig.
Die
senkrechten Teile der Stahlhelm-Regale sind fertig.
 Den oberen
Ränder will ich nun anfertigen und anbauen. Drehteile mit 4-mm-Bohrungen (links)
werden vorgefräst
(rechts).
Den oberen
Ränder will ich nun anfertigen und anbauen. Drehteile mit 4-mm-Bohrungen (links)
werden vorgefräst
(rechts).
 Anschließend
werden bei eingerichtetem Obersupport alle Teile auf gleiche "Kopfhöhe"
plangedreht. Gleiche Kopfhöhen sind wichtig für die anschließend Fräsbearbeitung
und für das Absägen, weil so nur beim ersten Teil gemessen werden muß.
Anschließend
werden bei eingerichtetem Obersupport alle Teile auf gleiche "Kopfhöhe"
plangedreht. Gleiche Kopfhöhen sind wichtig für die anschließend Fräsbearbeitung
und für das Absägen, weil so nur beim ersten Teil gemessen werden muß.
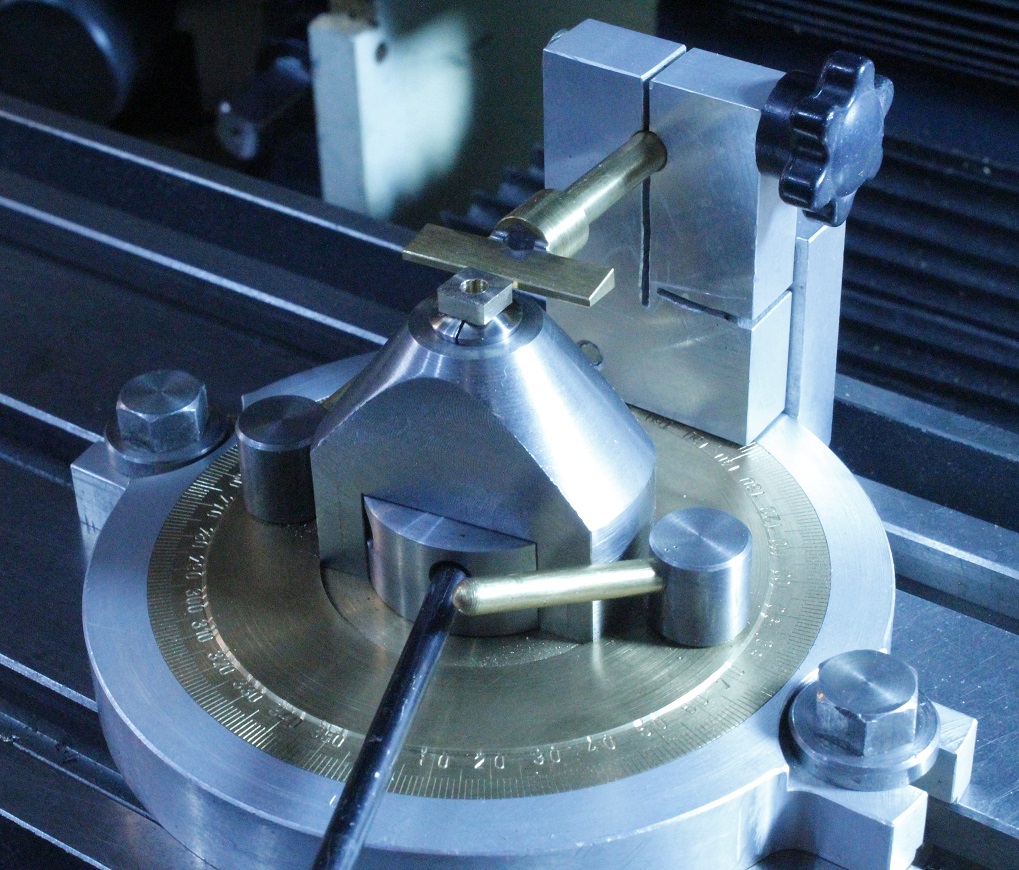
 Die Teile werden im Senkrecht-Teilgerät mit dem verstellbaren Anschlag zur
Zugrichtung des Kreuzsupports eingerichtet und so geklemmt (Lochmutter unten!).
Die Teile werden im Senkrecht-Teilgerät mit dem verstellbaren Anschlag zur
Zugrichtung des Kreuzsupports eingerichtet und so geklemmt (Lochmutter unten!).
 In einer
Nahaufnahme.
In einer
Nahaufnahme.
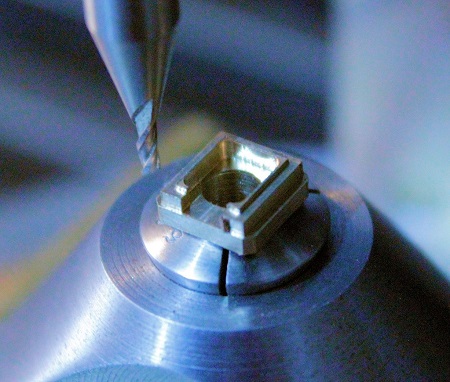
 Die restlichen
Fräsarbeiten mache ich mit einem 1,5-mm-Fingerfräser im Koordinaten-Fräsen und
mit notierten Skalenwerten (nur beim ersten Teil wird gemessen!).
Die restlichen
Fräsarbeiten mache ich mit einem 1,5-mm-Fingerfräser im Koordinaten-Fräsen und
mit notierten Skalenwerten (nur beim ersten Teil wird gemessen!).
 Rechts liegen die noch unverputzten Teile. Die Teile links sind schon mit einer
rotierenden Drahtbürste entgratet.
Rechts liegen die noch unverputzten Teile. Die Teile links sind schon mit einer
rotierenden Drahtbürste entgratet.
 Bei diesem Vorgang halte ich sie mit einem speziellen Klemmdorn, damit "man
etwas in der Hand hat". Vorn hat dieser Dorn eine Zangenaufnahme für die
Spannzangen von der Uhrmacherdrehmaschine.
Bei diesem Vorgang halte ich sie mit einem speziellen Klemmdorn, damit "man
etwas in der Hand hat". Vorn hat dieser Dorn eine Zangenaufnahme für die
Spannzangen von der Uhrmacherdrehmaschine.
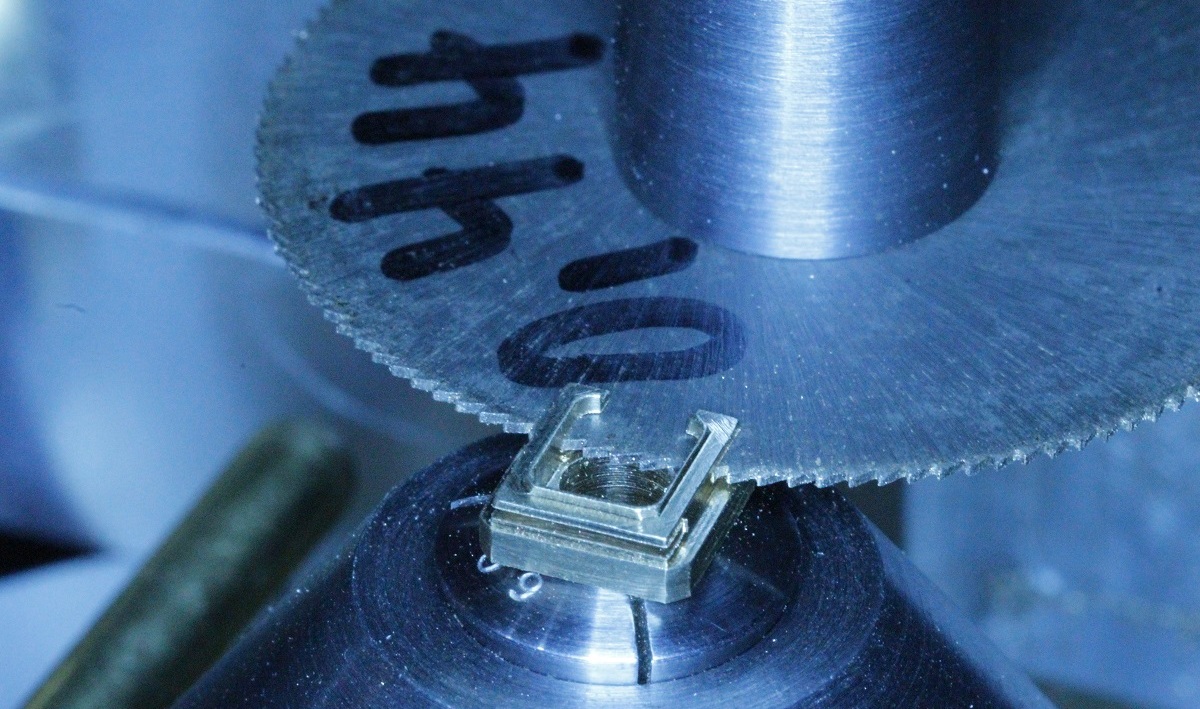
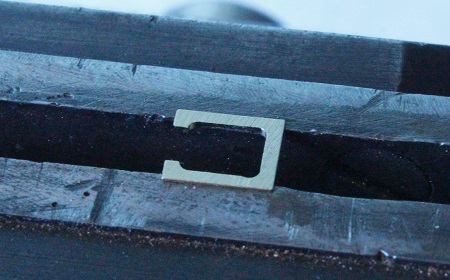
 Mit einer Metallkreissäge (Dicke 0,44 mm) werden die halboffenen Rahmen
abgesägt. Die Säge darf dabei nicht den geringsten Planschlag haben (wie das zu
erreichen ist: meine Bücher).
Mit einer Metallkreissäge (Dicke 0,44 mm) werden die halboffenen Rahmen
abgesägt. Die Säge darf dabei nicht den geringsten Planschlag haben (wie das zu
erreichen ist: meine Bücher).
 Es hat sich als günstig erwiesen, wenn dabei zuerst von einer Seite leicht
eingesägt (1) und dann von der anderen Seite vollkommen abgesägt wird (2). Auch
dazu gibt es eine Bedingung: die Frässpindel muß in beiden Richtungen exakt
senkrecht stehen (wie? siehe hier).
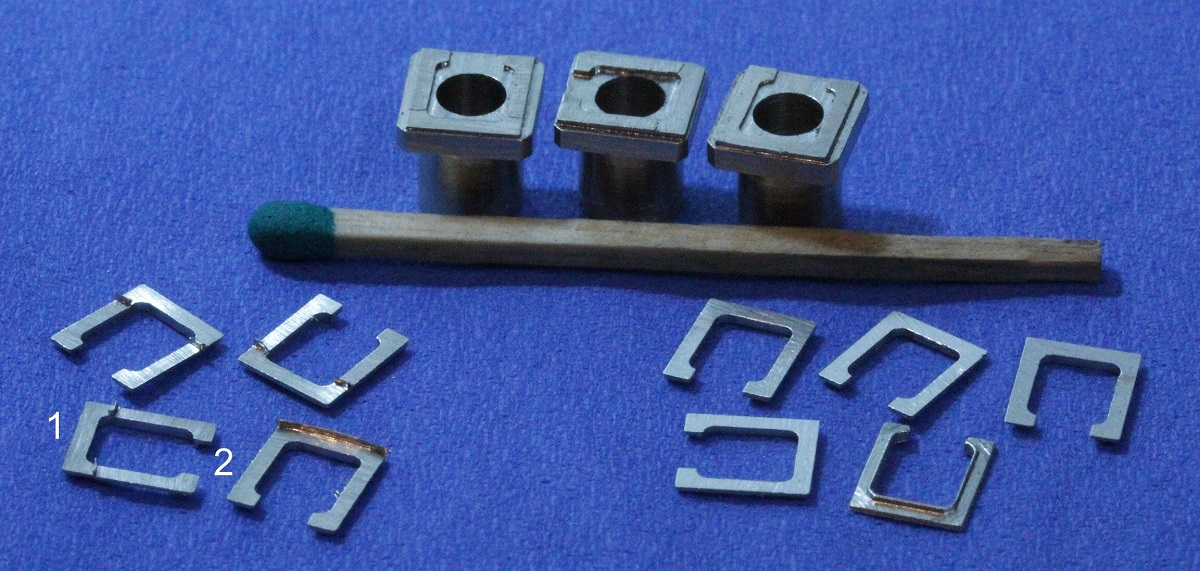
Oben liegen drei Reststücke, rechts-unten sind die Flächen bereits überfeilt und
die Kanten entgratet.
Es hat sich als günstig erwiesen, wenn dabei zuerst von einer Seite leicht
eingesägt (1) und dann von der anderen Seite vollkommen abgesägt wird (2). Auch
dazu gibt es eine Bedingung: die Frässpindel muß in beiden Richtungen exakt
senkrecht stehen (wie? siehe hier).
Oben liegen drei Reststücke, rechts-unten sind die Flächen bereits überfeilt und
die Kanten entgratet.
 Für das
Entgraten (Dreikantschaber aus Dreikant-Nadelfeile geschliffen,
mein Buch, Seite 66/67)
der Innenkontur des Rahmens liegt das Teil fest und sicher in den geöffneten
Schraubstockbacken. Es liegt nur lose, wird nicht etwa geklemmt...!
Für das
Entgraten (Dreikantschaber aus Dreikant-Nadelfeile geschliffen,
mein Buch, Seite 66/67)
der Innenkontur des Rahmens liegt das Teil fest und sicher in den geöffneten
Schraubstockbacken. Es liegt nur lose, wird nicht etwa geklemmt...!
 Die
oberen Ränder werden so an die Gestelle geklebt.
Die
oberen Ränder werden so an die Gestelle geklebt.
 Auf die Füße
gestellt sieht das so aus.
Auf die Füße
gestellt sieht das so aus.
 Die unteren Sockel
sollen gefertigt werden. Drehteile (links) mit vollkommen gleich hoch (Ø
12 x 3 mm) plangedrehten "Köpfen". Diese werden zu Rechteckprofilen 9 x
7,5 mm gefräst.
Ich liebe dieses Arbeitsverfahren, es ist strenggenommen
Tangential-Fräsen. Und wer sich nach dem Buch einmal die Grundlagen geschaffen
hat, wird es beim Modellbau nahezu jeden Tag zur Herstellung genauer Modellteile
anwenden - bei wesentlich mehr Freude am Hobby...
Die unteren Sockel
sollen gefertigt werden. Drehteile (links) mit vollkommen gleich hoch (Ø
12 x 3 mm) plangedrehten "Köpfen". Diese werden zu Rechteckprofilen 9 x
7,5 mm gefräst.
Ich liebe dieses Arbeitsverfahren, es ist strenggenommen
Tangential-Fräsen. Und wer sich nach dem Buch einmal die Grundlagen geschaffen
hat, wird es beim Modellbau nahezu jeden Tag zur Herstellung genauer Modellteile
anwenden - bei wesentlich mehr Freude am Hobby...
 Bei diesen Teilen wird die Teilungsmöglichkeit des Teilgeräts nicht gebraucht.
Ich verwende es nur wegen der genauen Spannung der Teile in der Spannzange und
wegen dem praktischen Anschlag.
Bei diesen Teilen wird die Teilungsmöglichkeit des Teilgeräts nicht gebraucht.
Ich verwende es nur wegen der genauen Spannung der Teile in der Spannzange und
wegen dem praktischen Anschlag.
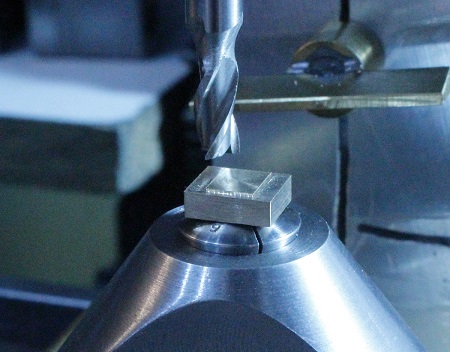 Rundum wird mit
einem 5-mm-Fingerfräser eine nur 0,3 mm tiefe Stufe gefräst - nach notierten
Skalenwerten, damit alle Teile wieder gleich werden. In der Mitte bleibt eine
"Zentriererhöhung" 5 x 5,9 mm stehen.
Rundum wird mit
einem 5-mm-Fingerfräser eine nur 0,3 mm tiefe Stufe gefräst - nach notierten
Skalenwerten, damit alle Teile wieder gleich werden. In der Mitte bleibt eine
"Zentriererhöhung" 5 x 5,9 mm stehen.
 In dem Handstück werden
alle Kanten entgratet. Außerdem habe ich die Ecken der Zentriererhöhung unter
45° mit einer Vierkant-Nadelfeile leicht gebrochen. Bei einer Seite dieser Feile
sind die Zähne vollkommen weggeschliffen, damit sie nur in einer Richtung feilen
kann...! Danach säge ich
auch diese Platten auf 1 mm Dicke ab.
In dem Handstück werden
alle Kanten entgratet. Außerdem habe ich die Ecken der Zentriererhöhung unter
45° mit einer Vierkant-Nadelfeile leicht gebrochen. Bei einer Seite dieser Feile
sind die Zähne vollkommen weggeschliffen, damit sie nur in einer Richtung feilen
kann...! Danach säge ich
auch diese Platten auf 1 mm Dicke ab.
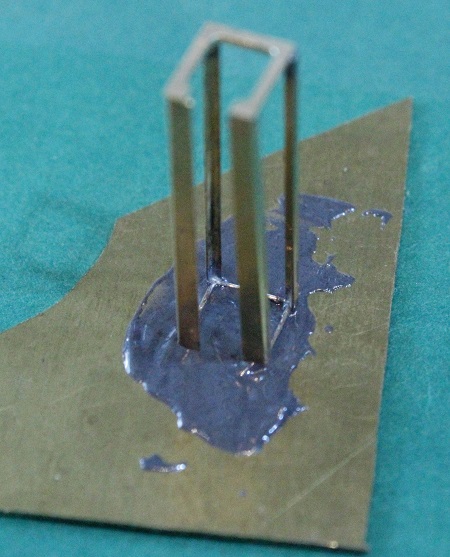 Wie klebe ich die
bereits rohbaufertigen Regalstücke an diese Platten? Den gemischten
2K-Kleber streiche ich wie
eine dicke Lackschicht auf eine ebene Fläche. Die Teile stütze ich in diesen
Kleber. An der Unterseite ist dann ausreichend - aber nie zuviel
Kleber...
Wie klebe ich die
bereits rohbaufertigen Regalstücke an diese Platten? Den gemischten
2K-Kleber streiche ich wie
eine dicke Lackschicht auf eine ebene Fläche. Die Teile stütze ich in diesen
Kleber. An der Unterseite ist dann ausreichend - aber nie zuviel
Kleber...
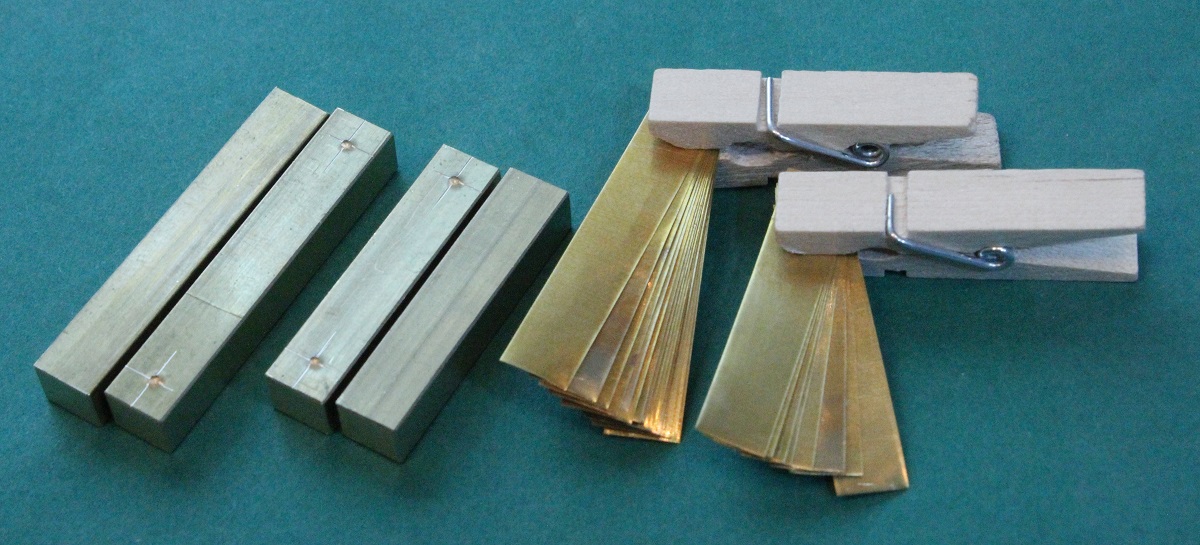
 Als
nächstes will ich die Blechteile als seitliche Verkleidungen der Regale "im
Paket fertigen", eine Modellbautechnologie, die ist ebenfalls oft anwende.
Ausreichend dicke "Endplatten" mit Körnungen an den Stellen, wo die
Klemmschrauben sitzen sollen und 0,05 mm dicke Messingfolien in den gleichen
Größen (beides mit Übermaß) werden vorbereitet.
Als
nächstes will ich die Blechteile als seitliche Verkleidungen der Regale "im
Paket fertigen", eine Modellbautechnologie, die ist ebenfalls oft anwende.
Ausreichend dicke "Endplatten" mit Körnungen an den Stellen, wo die
Klemmschrauben sitzen sollen und 0,05 mm dicke Messingfolien in den gleichen
Größen (beides mit Übermaß) werden vorbereitet.
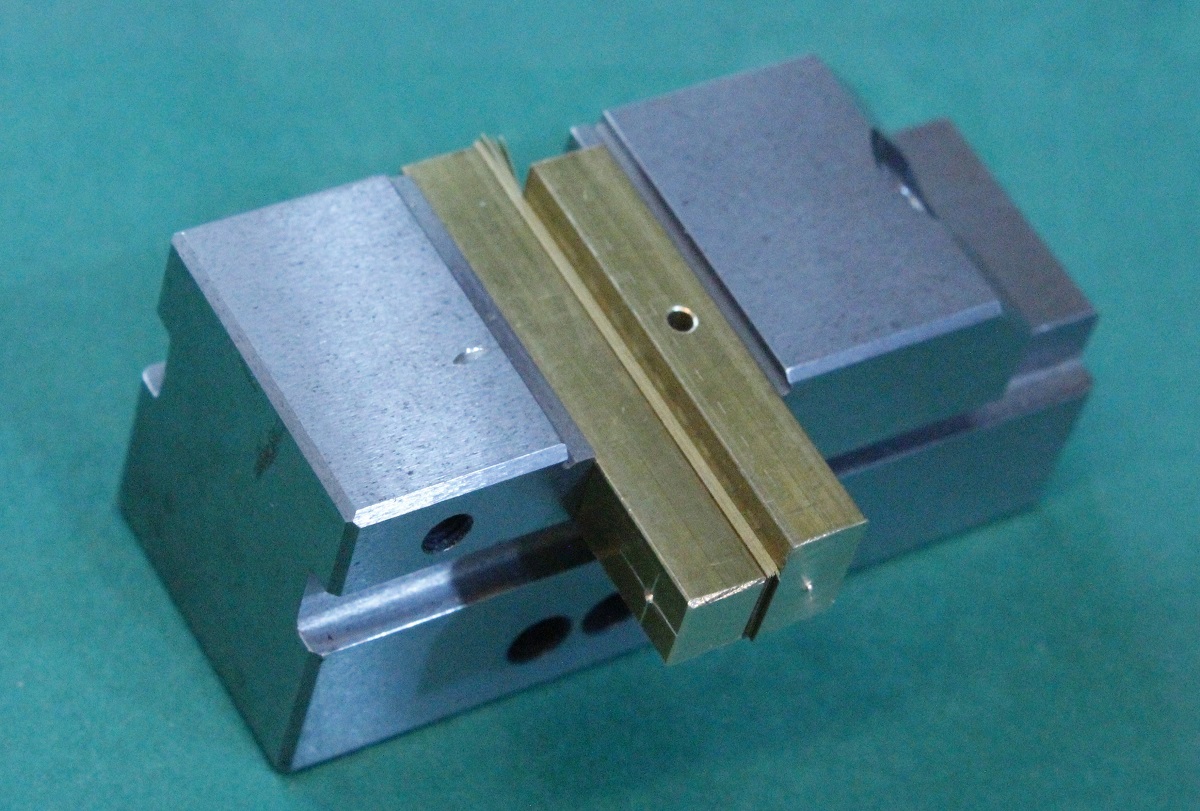
 In
einem kleinen Niederzug-Schraubstock klemme ich die obere Endplatte und ein
beliebiges Materialstück mit den Folienblechen dazwischen kräftig zusammen. Das
Ende mit der Körnung ragt über.
In
einem kleinen Niederzug-Schraubstock klemme ich die obere Endplatte und ein
beliebiges Materialstück mit den Folienblechen dazwischen kräftig zusammen. Das
Ende mit der Körnung ragt über.
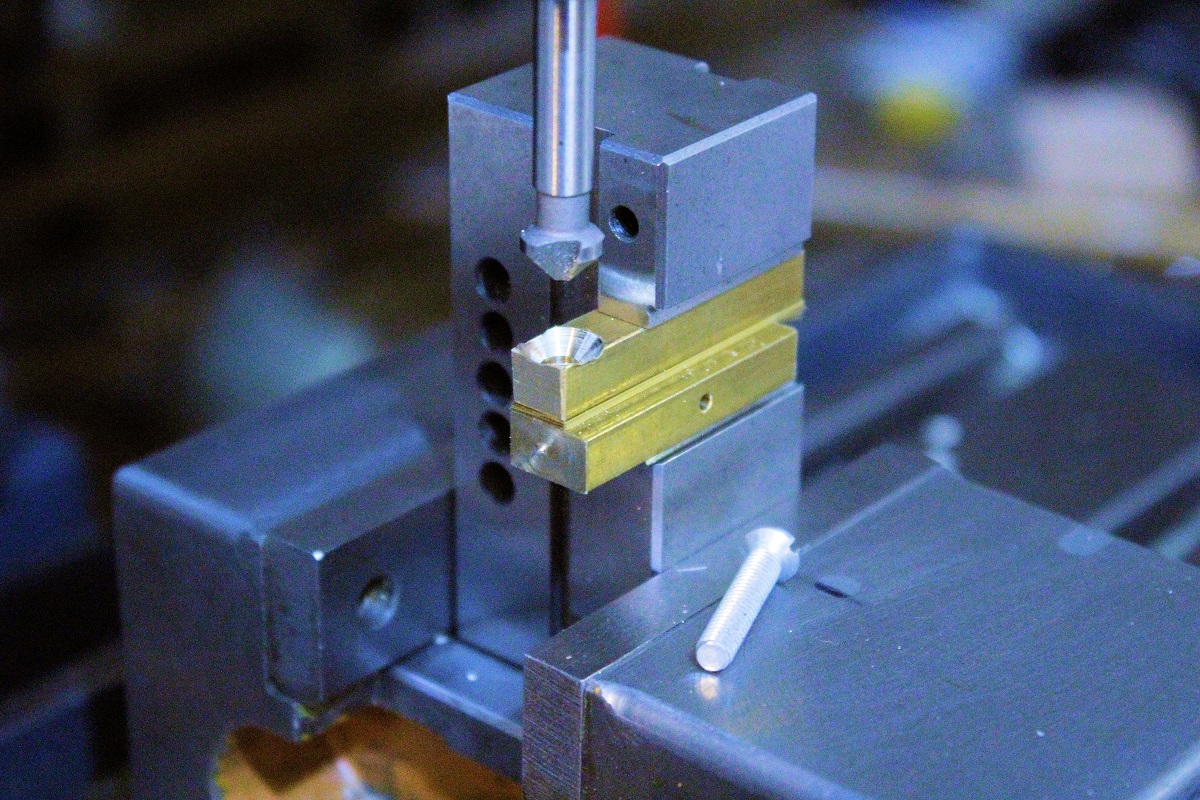
 So wird der Niederzugschraubstock in einem größeren geklemmt.
Ø 1,6 mm wird durch alles vorgebohrt, 4 mm
aufgebohrt und mit einem 90°-Kopfsenker wird für einen M4-Senkkopf ausreichend
tief gesenkt. Die Senkung muß so tief sein, daß der Kopf der Schraube etwas
"unter der Fläche" liegt. Das Ganze hat nur den Sinn, daß alle Folienbleche an
der richtigen Stelle und vorallem gratfrei 4 mm gebohrt werden.
So wird der Niederzugschraubstock in einem größeren geklemmt.
Ø 1,6 mm wird durch alles vorgebohrt, 4 mm
aufgebohrt und mit einem 90°-Kopfsenker wird für einen M4-Senkkopf ausreichend
tief gesenkt. Die Senkung muß so tief sein, daß der Kopf der Schraube etwas
"unter der Fläche" liegt. Das Ganze hat nur den Sinn, daß alle Folienbleche an
der richtigen Stelle und vorallem gratfrei 4 mm gebohrt werden.
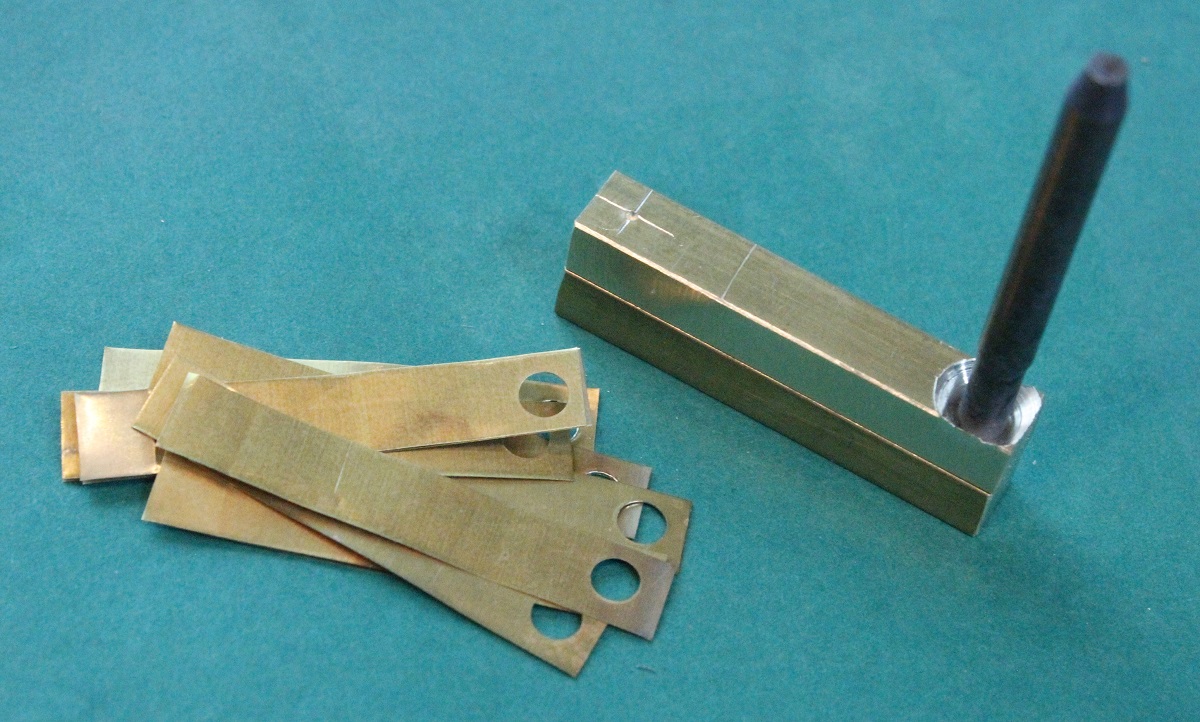
 Das beliebige Materialstück wird nicht mehr benötigt. Die 4-mm-Bohrung in der
oberen Endplatte wird mit einem 4-mm-Zentrierkörner (mein
Buch, Seiten 90 und 110) auf den unteren Endblock übertragen.
Das beliebige Materialstück wird nicht mehr benötigt. Die 4-mm-Bohrung in der
oberen Endplatte wird mit einem 4-mm-Zentrierkörner (mein
Buch, Seiten 90 und 110) auf den unteren Endblock übertragen.
Weiter geht es im
Teil 2 dieser Fotoserie...
zurück/back |
home
 (kleine Bilder anklicken) selbst kann ich mir ersparen, denn ich konnte bei der Firma SHAPEWAYS (
1/48 US M1 Helmet set101 (WEY9HHK6Z) by HOLDEN8702ND
), bekannt für hochwertige (!) 3D-Ausdrucke,
50 Stahlhelme im M 1:48 (mein Modell hat den Maßstab 1:50) bestellen (Danke
Witali!).
(kleine Bilder anklicken) selbst kann ich mir ersparen, denn ich konnte bei der Firma SHAPEWAYS (
1/48 US M1 Helmet set101 (WEY9HHK6Z) by HOLDEN8702ND
), bekannt für hochwertige (!) 3D-Ausdrucke,
50 Stahlhelme im M 1:48 (mein Modell hat den Maßstab 1:50) bestellen (Danke
Witali!).