 In etwa 10-Schritten geht es weiter.
Man muß bei diesem Anlöten immer dabei bedenken, daß man den Reiter nicht über
die Heftstelle schieben kann, sondern nur immer in der Richtung, wo noch nicht
gelötet wurde!
In etwa 10-Schritten geht es weiter.
Man muß bei diesem Anlöten immer dabei bedenken, daß man den Reiter nicht über
die Heftstelle schieben kann, sondern nur immer in der Richtung, wo noch nicht
gelötet wurde!Waffenwanne für drei 20-mm-OERLIKON (II)
splinter shield for 20-mm-AA-gun OERLIKON
Fortsetzung vom Teil I dieses Fotoreports.
In etwa 10-Schritten geht es weiter.
Man muß bei diesem Anlöten immer dabei bedenken, daß man den Reiter nicht über
die Heftstelle schieben kann, sondern nur immer in der Richtung, wo noch nicht
gelötet wurde!
 Das Ende ist erreicht.
Das Ende ist erreicht.
 Das überstehende Ende wird vorerst
etwas länger abgeschnitten.
Das überstehende Ende wird vorerst
etwas länger abgeschnitten.
 Das nächste Drahtstück wird gebogen,
das gerade Anschlußstück (unter dem Reiter) auf Länge abgeschnitten und mit dem
Reiter an das erste Stück herangeschoben und ebenfalls Stück für Stück
angelötet.
Das nächste Drahtstück wird gebogen,
das gerade Anschlußstück (unter dem Reiter) auf Länge abgeschnitten und mit dem
Reiter an das erste Stück herangeschoben und ebenfalls Stück für Stück
angelötet.
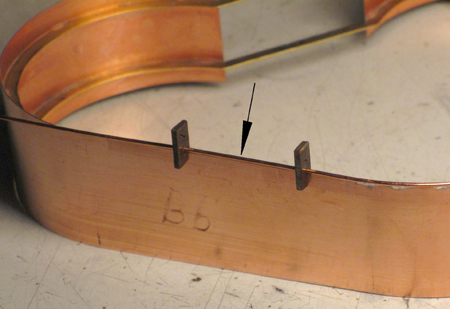 Ist die Rundung komplett angelötet,
wird der Draht etwa in der Mitte des geraden Teils (Pfeil) abgeschnitten und das
nächste vorgebogene Drahtstück in gleicher Weise angefügt.
Ist die Rundung komplett angelötet,
wird der Draht etwa in der Mitte des geraden Teils (Pfeil) abgeschnitten und das
nächste vorgebogene Drahtstück in gleicher Weise angefügt.
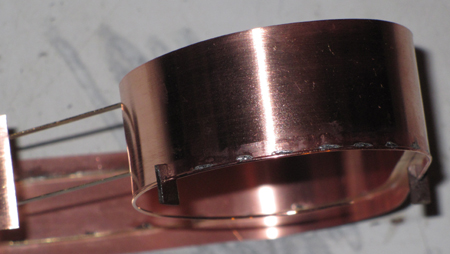
 (Foto anklicken) Die Rohrgarnierung ist rundum angelötet,
die sparsamen Lötpunkte habe ich "verlaufen" lassen (noch einmal mit Säure
anfeuchten!) und das Zinn mit der rotierenden Drahtbürste weggeputzt. Ich halte
dabei die Drahtbürste so, daß nicht die zu "aggressiven" Drahtenden vom Umfang
auf die hauchdünne Kupferschicht treffen, sondern mehr die Seiten der Bürste.
Das butterweiche Lötzinn läßt sich so sehr gut von der Kupferschicht entfernen,
ohne diese zu beschädigen. Nach der Innenseite war kein Lötzinn durchgesickert,
also gibt es da auch nichts zu putzen. Die beiden Stoßstellen der drei
Drahtstücke sind kaum zu erkennen. (Spiritus-Waschung nicht vergessen! Ich habe
diesmal erstmalig mit einem Pinsel unter fließendem Wasser gespült. Es scheint
so, als daß Wasser genügt. Am noch nassen Teil habe ich mit der Zunge geleckt,
es schmeckte jedenfalls nicht sauer. Voraussichtlich werde ich demnächst mit
Wasser vorspülen und ganz zum Schluß mit Spiritus "nachwaschen".)
(Foto anklicken) Die Rohrgarnierung ist rundum angelötet,
die sparsamen Lötpunkte habe ich "verlaufen" lassen (noch einmal mit Säure
anfeuchten!) und das Zinn mit der rotierenden Drahtbürste weggeputzt. Ich halte
dabei die Drahtbürste so, daß nicht die zu "aggressiven" Drahtenden vom Umfang
auf die hauchdünne Kupferschicht treffen, sondern mehr die Seiten der Bürste.
Das butterweiche Lötzinn läßt sich so sehr gut von der Kupferschicht entfernen,
ohne diese zu beschädigen. Nach der Innenseite war kein Lötzinn durchgesickert,
also gibt es da auch nichts zu putzen. Die beiden Stoßstellen der drei
Drahtstücke sind kaum zu erkennen. (Spiritus-Waschung nicht vergessen! Ich habe
diesmal erstmalig mit einem Pinsel unter fließendem Wasser gespült. Es scheint
so, als daß Wasser genügt. Am noch nassen Teil habe ich mit der Zunge geleckt,
es schmeckte jedenfalls nicht sauer. Voraussichtlich werde ich demnächst mit
Wasser vorspülen und ganz zum Schluß mit Spiritus "nachwaschen".)
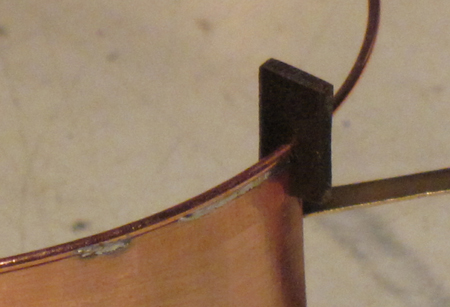
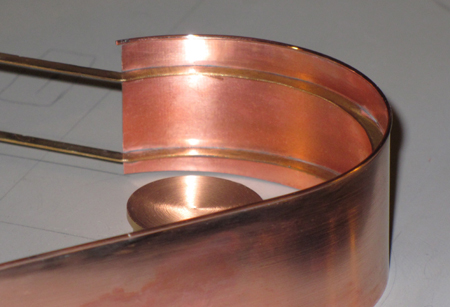 Hier ein Rundungsstück in einer
Nahaufnahme. Es ist wieder alles so gelungen, wie ich es mir vorgestellt hatte.
Hier ein Rundungsstück in einer
Nahaufnahme. Es ist wieder alles so gelungen, wie ich es mir vorgestellt hatte.
Morgen...okay, morgen ist heiliger Sonntag...also am Montag wird das gerade Mittelstück eingefügt, ebenfalls mit Rohrgarnierung oben. Ein Leser meiner Baureports hatte mich heute besorgt darauf hingewiesen, daß die achtere Waffenwanne beim Museums-FLETCHER USS KIDD doch ganz anders aussieht, das hatte er auf einer Webseite so gesehen. Selbstverständlich ist vieles bei KIDD anders. Er kommt ja auch von einer anderen Werft (die FLETCHER´s wurden auf neun (!) Werften gebaut). Außerdem stehen bei KIDD nur zwei OERLIKON-Zwillinge in der tatsächlich etwas anders gestalteten Wanne. Ich freue mich, daß die Besucher meiner Webseite mitdenken. Ähnliches erlebe ich öfters...
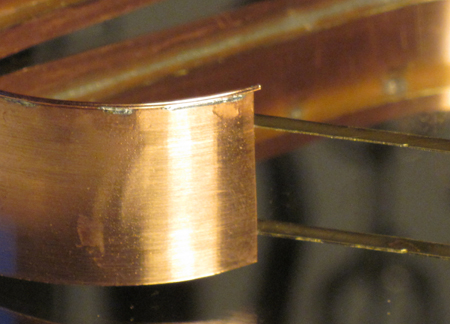
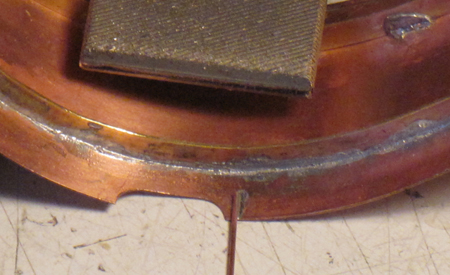
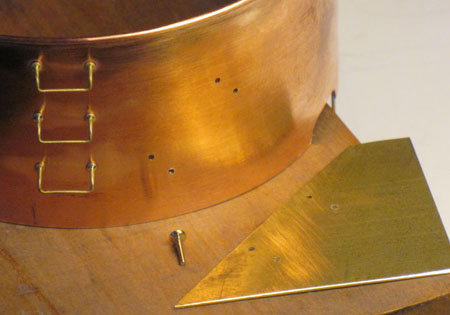
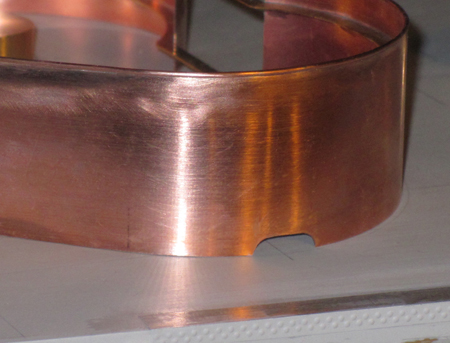 Die Waffenwanne hat an beiden
Bordseiten, am tiefsten Punkt des Decks, eine Öffnung, damit Spritz- und
Regenwasser ablaufen kann. Für das Einarbeiten dieser Öffnung in die Kante des
0,2-mm-Leiterplatten-Materials habe ich einen Schleifkörper mit 5 mm Durchmesser
verwendet. Geschliffen habe ich von Hand bis zu einem Anriß in 2,5 mm Höhe.
Die Waffenwanne hat an beiden
Bordseiten, am tiefsten Punkt des Decks, eine Öffnung, damit Spritz- und
Regenwasser ablaufen kann. Für das Einarbeiten dieser Öffnung in die Kante des
0,2-mm-Leiterplatten-Materials habe ich einen Schleifkörper mit 5 mm Durchmesser
verwendet. Geschliffen habe ich von Hand bis zu einem Anriß in 2,5 mm Höhe.
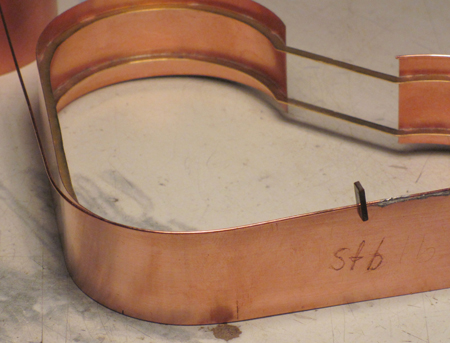
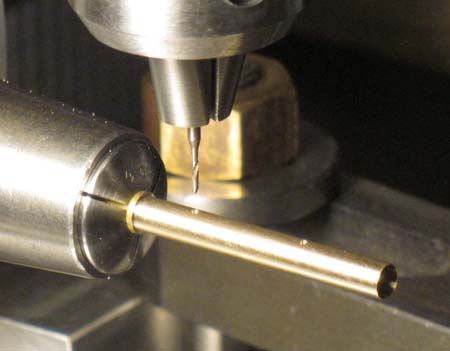
 Damit der Ring der Waffenwanne
für weitere Arbeiten auf dem Deck nicht verrutschen kann und auch als Hilfe
später bei der Montage nach der Lackierung, erhielt er an der Unterkante innen
drei 0,5-mm-Stifte angelötet. Im Bild der Stift in Mitte-Schiff (MS), davor
bereits die Bohrung für diesen.
Damit der Ring der Waffenwanne
für weitere Arbeiten auf dem Deck nicht verrutschen kann und auch als Hilfe
später bei der Montage nach der Lackierung, erhielt er an der Unterkante innen
drei 0,5-mm-Stifte angelötet. Im Bild der Stift in Mitte-Schiff (MS), davor
bereits die Bohrung für diesen.
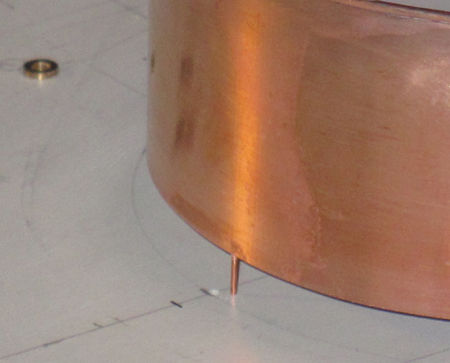
 Hier einer der beiden Stifte an
den Seiten, angelötet neben den erwähnten Wasserabflußöffnungen.
Hier einer der beiden Stifte an
den Seiten, angelötet neben den erwähnten Wasserabflußöffnungen.
 Der Stift in MS wurde in das Deck
gesteckt, die Wanne seitlich ausgerichtet und so konnte ich mit einem spitzen
Bleistift die Stellen auf dem Deck anreißen, an denen diese beiden Löcher
gebohrt werden müssen.
Der Stift in MS wurde in das Deck
gesteckt, die Wanne seitlich ausgerichtet und so konnte ich mit einem spitzen
Bleistift die Stellen auf dem Deck anreißen, an denen diese beiden Löcher
gebohrt werden müssen.
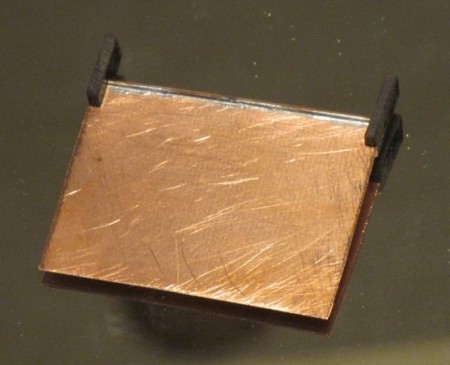 Das gerade Mittelstück, welches
nach vorn zeigt, habe ich ebenfalls aus 0,2-mm-Leiterplatten-Material
ausgeschnitten und angepaßt und die Rohrgarnierung wurde sogleich mit den beiden
Reitern an die OK angelötet. In der Praxis fand das so statt, daß zuerst einer
der Reiter für das Heften in den Mitte saß. Erst danach wurde er an die Seite
verschoben...! Im Foto ist das überschüssigen Lötzinn noch nicht
weggeputzt.
Das gerade Mittelstück, welches
nach vorn zeigt, habe ich ebenfalls aus 0,2-mm-Leiterplatten-Material
ausgeschnitten und angepaßt und die Rohrgarnierung wurde sogleich mit den beiden
Reitern an die OK angelötet. In der Praxis fand das so statt, daß zuerst einer
der Reiter für das Heften in den Mitte saß. Erst danach wurde er an die Seite
verschoben...! Im Foto ist das überschüssigen Lötzinn noch nicht
weggeputzt.
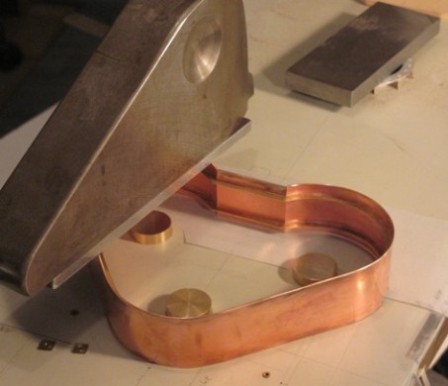 Dann wurde dieses Teil an die
"Rahmen" angelötet. Damit die Lage richtig stimmt, wurde der schon vorhandene
Ring mit Gewichten so belastet, daß er gut auf dem Deck steht. Und damit keine
Lötsäure auf das Deck spritzen kann, habe ich einen breiten Papierstreifen
untergelegt. Später erhielt die gerade Wand in der Mitte einen vierten
Zentrierstift. Das Gewicht links ist ein sog. Strakgewicht aus einem Satz von 18
Stück, mit denen ich normalerweise für meine Modellpläne Schiffskurven strake...
Dann wurde dieses Teil an die
"Rahmen" angelötet. Damit die Lage richtig stimmt, wurde der schon vorhandene
Ring mit Gewichten so belastet, daß er gut auf dem Deck steht. Und damit keine
Lötsäure auf das Deck spritzen kann, habe ich einen breiten Papierstreifen
untergelegt. Später erhielt die gerade Wand in der Mitte einen vierten
Zentrierstift. Das Gewicht links ist ein sog. Strakgewicht aus einem Satz von 18
Stück, mit denen ich normalerweise für meine Modellpläne Schiffskurven strake...
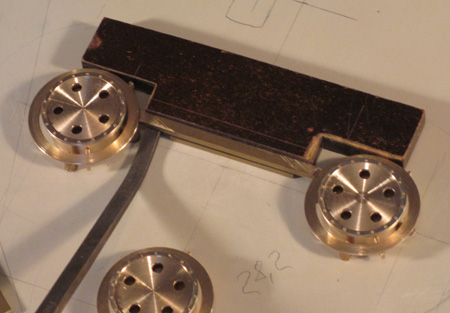
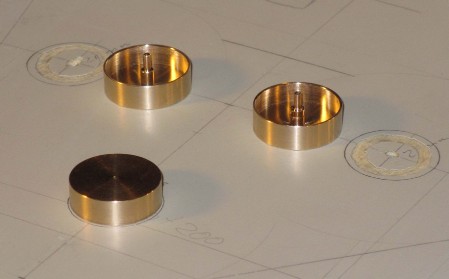 Im vorigen Foto haben wir schon die
"Untersockel" für die Geschütze gesehen. Sie sind innen becherartig hohl gedreht
(0,5 mm Wandstärke) und haben einem Zentrierzapfen. Nach dem Ankleben auf dem
Deck darf möglichst kein Klebstoff nach außen austreten. Dies erreiche ich in
solchen Fällen stets so, daß ich die Spachtelmasse mit einem
Zahnarzt-Kugelfräser in einigem Abstand nach innen wegfräse. Der 2-K-Kleber wird
an den Zapfen gegeben aber auch großzügig rundum an die Innenwand. Ich stecke
den Sockel auf das Deck. Danach läuft der Kleber an der Innenwand nach unten bis
zum freigefrästen Holzdeck und verbindet beides sehr gut.
Im vorigen Foto haben wir schon die
"Untersockel" für die Geschütze gesehen. Sie sind innen becherartig hohl gedreht
(0,5 mm Wandstärke) und haben einem Zentrierzapfen. Nach dem Ankleben auf dem
Deck darf möglichst kein Klebstoff nach außen austreten. Dies erreiche ich in
solchen Fällen stets so, daß ich die Spachtelmasse mit einem
Zahnarzt-Kugelfräser in einigem Abstand nach innen wegfräse. Der 2-K-Kleber wird
an den Zapfen gegeben aber auch großzügig rundum an die Innenwand. Ich stecke
den Sockel auf das Deck. Danach läuft der Kleber an der Innenwand nach unten bis
zum freigefrästen Holzdeck und verbindet beides sehr gut.
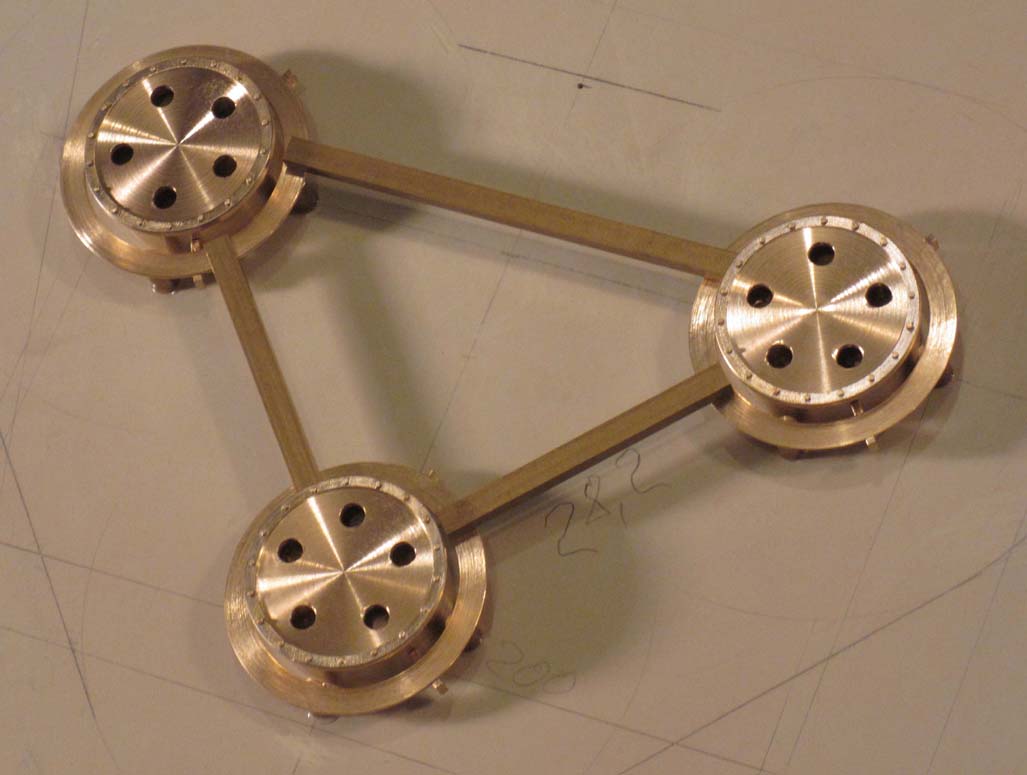
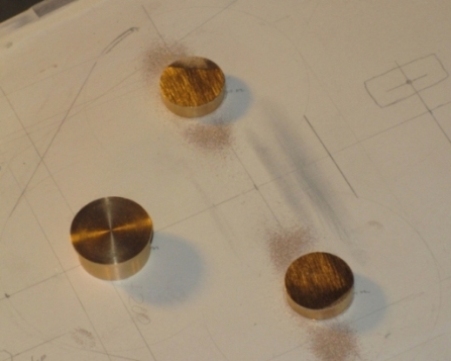 Die bereits fertigen Waffen sollen mit
ihren fünf "Füßen" auf diesen Sockeln genau senkrecht stehen. Deshalb habe ich
die beiden seitlichen Sockel, deren Planflächen ja der Balkenbucht folgen, mit
einer aufgelegten Schlichtfeile zu waagerechten Flächen überfeilt.
Die bereits fertigen Waffen sollen mit
ihren fünf "Füßen" auf diesen Sockeln genau senkrecht stehen. Deshalb habe ich
die beiden seitlichen Sockel, deren Planflächen ja der Balkenbucht folgen, mit
einer aufgelegten Schlichtfeile zu waagerechten Flächen überfeilt.
 So stehen die Waffenstände gerade. Im
Hintergrund erkennt man übrigens das Decksfundament für eine der fünf
127-mm-Kanonen.
So stehen die Waffenstände gerade. Im
Hintergrund erkennt man übrigens das Decksfundament für eine der fünf
127-mm-Kanonen.
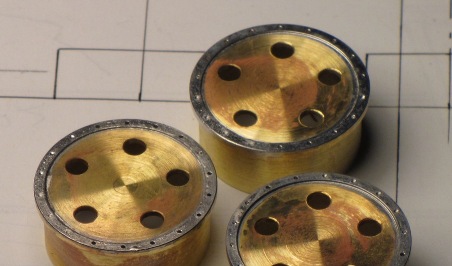
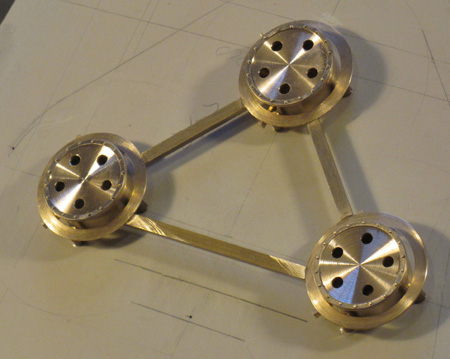
 Das sind die "Übersockel". Sie werden
(recht locker) auf die Untersockel aufgesteckt. Die nur 0,5 mm dicken "Deckel"
müssen für die Waffenfüße (Durchmesser 2,6 mm) fünf Bohrungen erhalten. Es sind
jedoch keine exakten 5er-Teilungen zu 5 x 72°. Eine Bohrschablone
(0,2-mm-Leiterplatten-Material, fünf aufgelötete Ms-Buchsen) wurde angefertigt
und in die oberen Flächen passend "eingedreht" (rechts vorn). Die fünf
Buchsen waren auf die Füße der Lafetten gesteckt, diese auf das
Leiterplatten-Material gestellt und so angelötet. Die unteren Planflächen der
Buchsen waren bereits verzinnt.
Das sind die "Übersockel". Sie werden
(recht locker) auf die Untersockel aufgesteckt. Die nur 0,5 mm dicken "Deckel"
müssen für die Waffenfüße (Durchmesser 2,6 mm) fünf Bohrungen erhalten. Es sind
jedoch keine exakten 5er-Teilungen zu 5 x 72°. Eine Bohrschablone
(0,2-mm-Leiterplatten-Material, fünf aufgelötete Ms-Buchsen) wurde angefertigt
und in die oberen Flächen passend "eingedreht" (rechts vorn). Die fünf
Buchsen waren auf die Füße der Lafetten gesteckt, diese auf das
Leiterplatten-Material gestellt und so angelötet. Die unteren Planflächen der
Buchsen waren bereits verzinnt.
 Eine erste Bohrung wird mit einem
2,6-mm-Zentrierkörner übertragen...
Eine erste Bohrung wird mit einem
2,6-mm-Zentrierkörner übertragen...
 ...und 2,6 mm gebohrt (rechts). Ein
2,6-mm-Bohrerschaft wird eingesteckt und die restlichen vier Bohrungen
übertragen und ebenfalls gebohrt, ...
...und 2,6 mm gebohrt (rechts). Ein
2,6-mm-Bohrerschaft wird eingesteckt und die restlichen vier Bohrungen
übertragen und ebenfalls gebohrt, ...
 ...jedoch alle fünf dann 2,7 mm
Durchmesser, damit alles nicht zu stramm paßt (Bildmitte). Rechts habe ich den
"Übersockel" auf- und die Waffe mit ihren fünf Füßen eingesteckt.
...jedoch alle fünf dann 2,7 mm
Durchmesser, damit alles nicht zu stramm paßt (Bildmitte). Rechts habe ich den
"Übersockel" auf- und die Waffe mit ihren fünf Füßen eingesteckt.
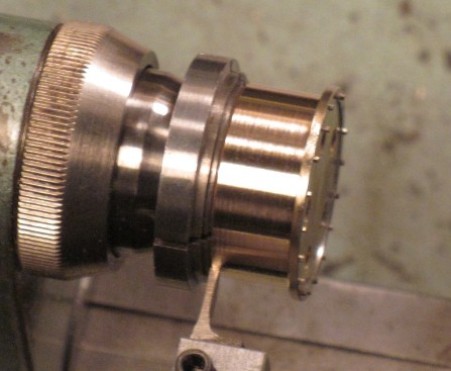
 18 Bohrungen (je 20° Abstand)
Durchmesser 0,45 mm werden im Teilgerät (Stufen-Spannzange) in den hochstehenden
Rand gebohrt.
18 Bohrungen (je 20° Abstand)
Durchmesser 0,45 mm werden im Teilgerät (Stufen-Spannzange) in den hochstehenden
Rand gebohrt.
 habe fertig...
habe fertig...
 Auch so kleine Bohrungen entgrate ich.
Dazu verwende ich einen Entgrater, den ich aus einer kleinen Feile geschliffen
habe (Kegel mit drei Flächen).
Auch so kleine Bohrungen entgrate ich.
Dazu verwende ich einen Entgrater, den ich aus einer kleinen Feile geschliffen
habe (Kegel mit drei Flächen).
 Die Ränder werden dünn verzinnt.
Einige dabei zugelaufene Bohrungen mußten neu aufgebohrt werden.
Die Ränder werden dünn verzinnt.
Einige dabei zugelaufene Bohrungen mußten neu aufgebohrt werden.
 Schrauben-Imitate (von Fa.
Hüttel-Wagener) werden eingesteckt, noch einmal Säure aufgestrichen und noch
einmal mit dem Propanbrenner erhitzt.
Schrauben-Imitate (von Fa.
Hüttel-Wagener) werden eingesteckt, noch einmal Säure aufgestrichen und noch
einmal mit dem Propanbrenner erhitzt.
 Danach wird der Sockel noch einmal mit
einem Ringfutter gespannt, die unten überstehenden Zapfen der Schrauben-Imitate
abgestochen und mit dem gleichen Stechdrehstahl der Sockel noch einmal durch
Langdrehen leicht überdreht.
Danach wird der Sockel noch einmal mit
einem Ringfutter gespannt, die unten überstehenden Zapfen der Schrauben-Imitate
abgestochen und mit dem gleichen Stechdrehstahl der Sockel noch einmal durch
Langdrehen leicht überdreht.
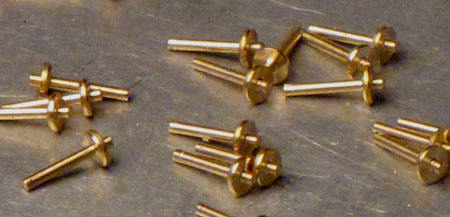
 Fertig sieht der Übersockel mit den
winzigen Sechskant-Schraubenköpfen so aus. (Geht später weiter...)
Fertig sieht der Übersockel mit den
winzigen Sechskant-Schraubenköpfen so aus. (Geht später weiter...)
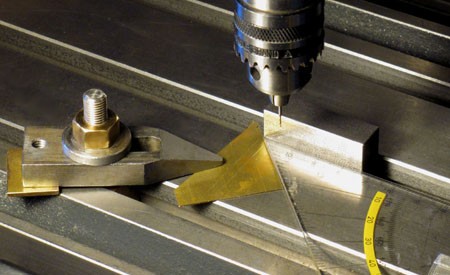
 Für das Besteigen der Waffenwanne
sind außen zwei Steigeisengänge mit je drei Steigeisen angeschweißt. Für das
maßgerechte Einbohren der nötigen Löcher habe ich mir eine Bohrschablone mit
0,5-mm-Bohrungen auf der Fräsmaschine geschaffen. Querabstand der Bohrungen: 6
mm, Höhenabstand: 7 mm.
Für das Besteigen der Waffenwanne
sind außen zwei Steigeisengänge mit je drei Steigeisen angeschweißt. Für das
maßgerechte Einbohren der nötigen Löcher habe ich mir eine Bohrschablone mit
0,5-mm-Bohrungen auf der Fräsmaschine geschaffen. Querabstand der Bohrungen: 6
mm, Höhenabstand: 7 mm.
 (Foto
anklicken) Hier sind die Bohrungen für die bereits fertig gedrehten und
gebogenen Steigeisen auf 0,8 mm aufgebohrt. Das oberste Eisen ist schon mit
Sekundenkleber befestigt. Dazu werden die zu langen Zapfen mit dem
Seitenschneider bis auf einen kurzen Rest abgekniffen. Unten sieht man die
Biegevorrichtung. Damit der dünne "Draht" beim Biegen nicht bricht,
viel wichtiger aber, daß er den Biegeradius richtig "mitmacht", ist das
Ms-Drehteil selbstverständlich ausgeglüht.
(Foto
anklicken) Hier sind die Bohrungen für die bereits fertig gedrehten und
gebogenen Steigeisen auf 0,8 mm aufgebohrt. Das oberste Eisen ist schon mit
Sekundenkleber befestigt. Dazu werden die zu langen Zapfen mit dem
Seitenschneider bis auf einen kurzen Rest abgekniffen. Unten sieht man die
Biegevorrichtung. Damit der dünne "Draht" beim Biegen nicht bricht,
viel wichtiger aber, daß er den Biegeradius richtig "mitmacht", ist das
Ms-Drehteil selbstverständlich ausgeglüht.
 Hier sind alle drei Tritte angeklebt.
Hier sind alle drei Tritte angeklebt.
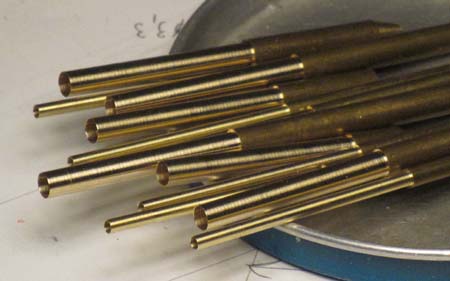 Der Zerstörer hat an verschiedenen
Schanzkleidern 45° schrägstehende Startrohre für Raketen (Signalraketen?
Gefechtsfeldbeleuchtung?). Es gibt, nach den Fotos zu urteilen, längere dünne
und etwas kürzere dicke Rohre. Aus 2,5-mm-Rund-Ms habe ich die dünneren (6
Stück) gedreht: plandrehen, zentrierbohren, bohren 1,3 mm x 7 mm tief, bohren
1,5 mm ebenfalls 7 mm tief, stückweise überdrehen auf Durchmesser 1,8 mm x 32 mm
lang. Die dickeren (auch 6 Stück): aus 4-mm-Ms, fertigbohren 3 mm,
Außendurchmesser 3,3 x 27 lang.
Der Zerstörer hat an verschiedenen
Schanzkleidern 45° schrägstehende Startrohre für Raketen (Signalraketen?
Gefechtsfeldbeleuchtung?). Es gibt, nach den Fotos zu urteilen, längere dünne
und etwas kürzere dicke Rohre. Aus 2,5-mm-Rund-Ms habe ich die dünneren (6
Stück) gedreht: plandrehen, zentrierbohren, bohren 1,3 mm x 7 mm tief, bohren
1,5 mm ebenfalls 7 mm tief, stückweise überdrehen auf Durchmesser 1,8 mm x 32 mm
lang. Die dickeren (auch 6 Stück): aus 4-mm-Ms, fertigbohren 3 mm,
Außendurchmesser 3,3 x 27 lang.
 Vor dem Abstechen werden die je zwei
0,6-mm-Bohrungen für die Halterungen eingebohrt.
Vor dem Abstechen werden die je zwei
0,6-mm-Bohrungen für die Halterungen eingebohrt.
 Bei den sechs dünnen mußte ich meine
Schraubböcke unterstellen, damit sich die Stäbe nicht verbiegen.
Bei den sechs dünnen mußte ich meine
Schraubböcke unterstellen, damit sich die Stäbe nicht verbiegen.
 Für zwölf Raketenstartrohre
wurden 24 Halterungsbolzen (4 mm lang x 0,6 mm Durchmesser die langen Zapfen)
gedreht...
Für zwölf Raketenstartrohre
wurden 24 Halterungsbolzen (4 mm lang x 0,6 mm Durchmesser die langen Zapfen)
gedreht...
 ...und eine Bohrschablone...
...und eine Bohrschablone...
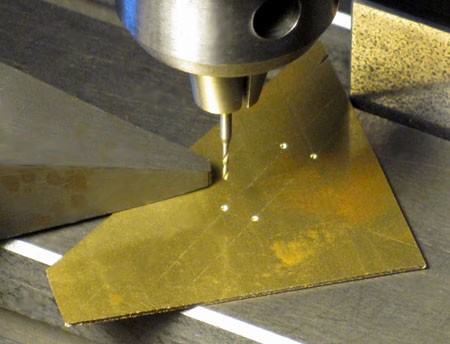 ...für das maßgerechte und 45°
schrägliegende Bohren in die Schanzkleidwand angefertigt. Mit dem 0,65-mm-Bohrer
bohre ich nur an...!
...für das maßgerechte und 45°
schrägliegende Bohren in die Schanzkleidwand angefertigt. Mit dem 0,65-mm-Bohrer
bohre ich nur an...!
 Das Schablonenblech mußte noch etwas
"verjüngt" werden. So wie die Rohre mit ihren Bolzen hier in die Schablone zu
stecken sind, so passen sie dann auch am Schanzkleid (Waffenwanne).
Das Schablonenblech mußte noch etwas
"verjüngt" werden. So wie die Rohre mit ihren Bolzen hier in die Schablone zu
stecken sind, so passen sie dann auch am Schanzkleid (Waffenwanne).
 Die Schablone wird ausgerichtet an das
Schanzkleid gestellt und das erste Loch gebohrt. Dann stecke ich einen Stift mit
dem gleichen Durchmesser (ein überzähliger Bolzen von oben) ein und bohre die
restlichen drei Löcher.
Die Schablone wird ausgerichtet an das
Schanzkleid gestellt und das erste Loch gebohrt. Dann stecke ich einen Stift mit
dem gleichen Durchmesser (ein überzähliger Bolzen von oben) ein und bohre die
restlichen drei Löcher.
 Zwei Startrohre sind mit
Sekundenkleber befestigt.
Zwei Startrohre sind mit
Sekundenkleber befestigt.
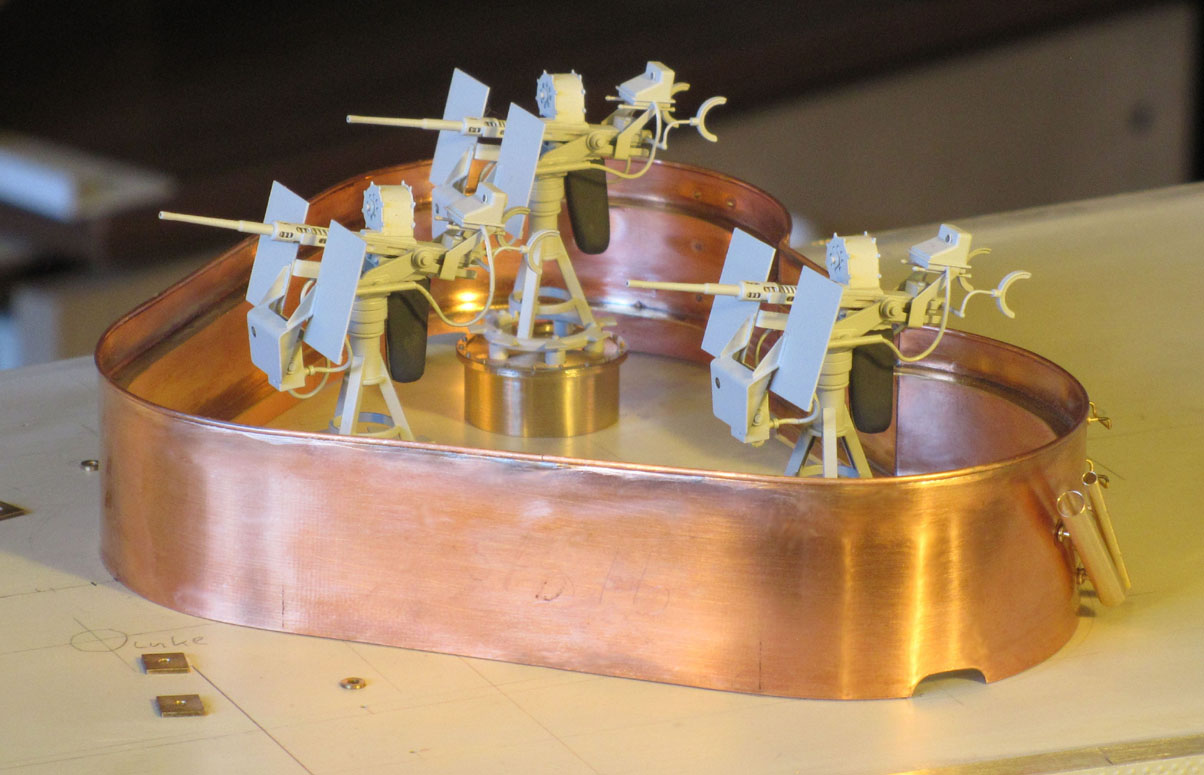 (Foto anklicken) Hier stehen alle drei OERLIKON´s in der
Waffenwanne. Ich freue mich über den gelungenen Weiterbau. Es folgt nun der
Einbau eines Gitterrostes etwa in der Höhe der Waffensockel - auch nicht soooo
einfach. Es wird schon gelingen, da habe ich schon größere Sachen "versaut".
(Foto anklicken) Hier stehen alle drei OERLIKON´s in der
Waffenwanne. Ich freue mich über den gelungenen Weiterbau. Es folgt nun der
Einbau eines Gitterrostes etwa in der Höhe der Waffensockel - auch nicht soooo
einfach. Es wird schon gelingen, da habe ich schon größere Sachen "versaut".
 Ich habe drei Ringe abgestochen:
Außendurchmesser 29 mm, Innendurchmesser 23 mm, Breite 0,5 mm. Im Foto sehen wir
das nachträgliche Plandrehen der Abstechseite auf eine Fertigbreite von 0,4 mm
im Ringfutter meiner
Eigenbau-Kleindrehmaschine. Auf dem Spindelstock sieht man die Zahl
5,44 eingeschlagen. Das ist die Höhe von der Stahlauflage des Vierstahlhalters
bis zur Arbeitsspindelmitte in mm. Man benötigt diese Zahl bei der Einrichtung
der Drehstahl-Hauptschneiden mit Beilage-Blechstreifen auf exakte Höhe. Die vier
Hundertstel-mm sind nicht übertrieben - besonders beim Drehen sehr dünner Zapfen
benötigt man das so....
Ich habe drei Ringe abgestochen:
Außendurchmesser 29 mm, Innendurchmesser 23 mm, Breite 0,5 mm. Im Foto sehen wir
das nachträgliche Plandrehen der Abstechseite auf eine Fertigbreite von 0,4 mm
im Ringfutter meiner
Eigenbau-Kleindrehmaschine. Auf dem Spindelstock sieht man die Zahl
5,44 eingeschlagen. Das ist die Höhe von der Stahlauflage des Vierstahlhalters
bis zur Arbeitsspindelmitte in mm. Man benötigt diese Zahl bei der Einrichtung
der Drehstahl-Hauptschneiden mit Beilage-Blechstreifen auf exakte Höhe. Die vier
Hundertstel-mm sind nicht übertrieben - besonders beim Drehen sehr dünner Zapfen
benötigt man das so....
 Mit einem auf den unteren Rahmen
aufgelegten "Balken" (ein Ms-Profilstab 4 x 4 mm) habe ich die Höhen an den
betreffenden Stellen herunter zum Deck gemessen. Die je vier "Stützen" (3 mm
Durchmesser) haben wegen den Decksschrägen unterschiedliche Längen. Im Foto sind
sie mit etwas Abstand zu den Sockeln schon an das Deck geklebt.
Mit einem auf den unteren Rahmen
aufgelegten "Balken" (ein Ms-Profilstab 4 x 4 mm) habe ich die Höhen an den
betreffenden Stellen herunter zum Deck gemessen. Die je vier "Stützen" (3 mm
Durchmesser) haben wegen den Decksschrägen unterschiedliche Längen. Im Foto sind
sie mit etwas Abstand zu den Sockeln schon an das Deck geklebt.
 Die abgestochenen Ringe benötigen zu
den wesentlich kleineren Sockeln eine "Zentrierung", wenn sie auf die Stützen
aufgelegt (aufgeklebt) werden. Ich habe dazu je zwei Steine mit Stufen
entsprechender Länge gefräst und jeweils im Winkel von etwa 120° untergeklebt.
Die abgestochenen Ringe benötigen zu
den wesentlich kleineren Sockeln eine "Zentrierung", wenn sie auf die Stützen
aufgelegt (aufgeklebt) werden. Ich habe dazu je zwei Steine mit Stufen
entsprechender Länge gefräst und jeweils im Winkel von etwa 120° untergeklebt.
 Alle sechs Steine untergeklebt. Ich
sage bewußt unter- weil hier die Unterseiten nach oben liegen...
Alle sechs Steine untergeklebt. Ich
sage bewußt unter- weil hier die Unterseiten nach oben liegen...
 Beim Aufkleben der Ringe auf die
Stützen mußte ich nur die beiden Steine an die Sockel schieben und die Ringe waren zentriert.
Beim Aufkleben der Ringe auf die
Stützen mußte ich nur die beiden Steine an die Sockel schieben und die Ringe waren zentriert.
 (Foto anklicken) Als weitere Auflagen für die Gitterroste
dienen drei Brücken, ebenfalls 3 mm breit. Sie liegen hier noch als Abschnitte
von 3x1,5-mm-Profil auf den Ringen...
(Foto anklicken) Als weitere Auflagen für die Gitterroste
dienen drei Brücken, ebenfalls 3 mm breit. Sie liegen hier noch als Abschnitte
von 3x1,5-mm-Profil auf den Ringen...
 Die Abschnitte erhielten an den Enden
Stufen in der Stärke der Ringe (0,4 mm) und wurden dann unter die Ringe geklebt.
Damit die Richtung stimmt, wurden sie gegen schnell gefräste Anlagen aus Hartpapier gestützt. Die gebogene Nadelfeile (links) drückt das jeweilige
Ende wie ein Nageleisen beim Kleben nach oben.
Die Abschnitte erhielten an den Enden
Stufen in der Stärke der Ringe (0,4 mm) und wurden dann unter die Ringe geklebt.
Damit die Richtung stimmt, wurden sie gegen schnell gefräste Anlagen aus Hartpapier gestützt. Die gebogene Nadelfeile (links) drückt das jeweilige
Ende wie ein Nageleisen beim Kleben nach oben.
 Ebenso bei den beiden kurzen
Auflagen. Weil hier die Maße anders sind, mußte die Novotex-Anlage anders
gefräst werden.
Ebenso bei den beiden kurzen
Auflagen. Weil hier die Maße anders sind, mußte die Novotex-Anlage anders
gefräst werden.
 Alle drei Auflagen angeklebt.
Alle drei Auflagen angeklebt.
 Das noch vorhandene
Sperrholz-Herz wurde auf ein 0,3-mm-Ms-Blech geklemmt und mit einem
Zentrierkörner die drei Mitten übertragen.
Das noch vorhandene
Sperrholz-Herz wurde auf ein 0,3-mm-Ms-Blech geklemmt und mit einem
Zentrierkörner die drei Mitten übertragen.
Weiter geht es im dritten Teil...
![]()