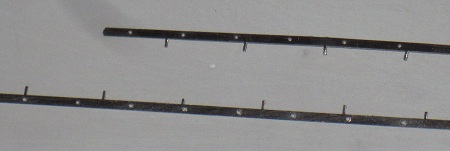
 Am Fuß der Reling ist auf das Deck eine
50 mm (Original) hohe Leiste mit Bohrungen angeschweißt. Die Bohrungsabstände
sind bei mir 6,1 mm. Hier wird...
Am Fuß der Reling ist auf das Deck eine
50 mm (Original) hohe Leiste mit Bohrungen angeschweißt. Die Bohrungsabstände
sind bei mir 6,1 mm. Hier wird...Reling (an Seite-Deck) (Teil 1)
rails on side deck (part 1)
Bevor ich daran gehe, den Rumpf in Farbe zu bringen, will ich den Aufbau der Reling an Seite-Hauptdeck zumindest vorbereiten. Die einzelnen Relingstützen will ich getrennt hellgrau spritzen. Deshalb müssen sie bis zur Endmontage (in weiter Ferne, denn die empfindliche Reling stört beim Weiterbau des Modells zu sehr) steckbar bleiben. (Inzwischen habe ich vollkommen umgeplant, zuerst werden die drei unteren Farben an den Rumpf gebracht, dann wird die Reling Seite-Deck vollkommen fertig gebaut und zusammen mit dem oberen Hellgrau des Rumpfes gespritzt!)
Am Fuß der Reling ist auf das Deck eine
50 mm (Original) hohe Leiste mit Bohrungen angeschweißt. Die Bohrungsabstände
sind bei mir 6,1 mm. Hier wird...
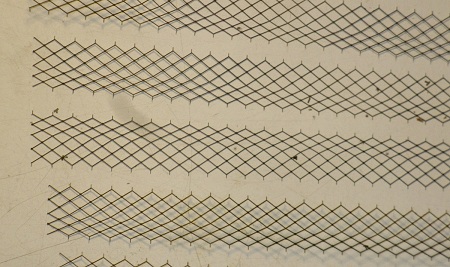 (Abb. 2)...ein Netz eingebunden, welches in der
Höhe bis zum 2. Durchzug reicht. Sowohl die Leisten als auch das "Netz" sind
Ätzteile aus 0,15-mm-Neusilberblech. Letztere haben oben und unten kleine Nasen,
mit denen sie an den Leisten und oben am Draht-Durchzug durch Umbiegen befestigt
werden. Diese haben ebenfalls Abstände von exakt 6,1 mm. Die Netze verhinderten
beim Kampfeinsatz, daß die leergeschossenen Patronenhülsen der
127-mm-Hauptkaliber nicht über Bord gehen.
(Abb. 2)...ein Netz eingebunden, welches in der
Höhe bis zum 2. Durchzug reicht. Sowohl die Leisten als auch das "Netz" sind
Ätzteile aus 0,15-mm-Neusilberblech. Letztere haben oben und unten kleine Nasen,
mit denen sie an den Leisten und oben am Draht-Durchzug durch Umbiegen befestigt
werden. Diese haben ebenfalls Abstände von exakt 6,1 mm. Die Netze verhinderten
beim Kampfeinsatz, daß die leergeschossenen Patronenhülsen der
127-mm-Hauptkaliber nicht über Bord gehen.
 Die Relingstützen stecken in Buchsen mit
0,5 mm hohen Bund, welche in das Deck eingeklebt werden. Die Buchsen haben eine
Wandstärke von nur 0,2 mm. In solchen Fällen bohrt man stets das Loch zuerst und
dann erst wird der Außendurchmesser gedreht.
Die Relingstützen stecken in Buchsen mit
0,5 mm hohen Bund, welche in das Deck eingeklebt werden. Die Buchsen haben eine
Wandstärke von nur 0,2 mm. In solchen Fällen bohrt man stets das Loch zuerst und
dann erst wird der Außendurchmesser gedreht.
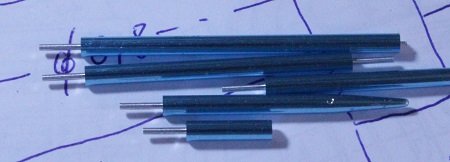
 Das sind die Relingstützen. Der kurze
Zapfen hat einen Durchmesser von 0,8 mm und steckt in den Buchsen.
Das sind die Relingstützen. Der kurze
Zapfen hat einen Durchmesser von 0,8 mm und steckt in den Buchsen.
 (kleine Fotos anklicken) Mit dem
Helling-Bohrständer bohre ich mit Hilfe einer
Bohrlehre die 1,2-mm-Bohrungen exakt an die richtige Stelle an die Kante vom
Deck.
(kleine Fotos anklicken) Mit dem
Helling-Bohrständer bohre ich mit Hilfe einer
Bohrlehre die 1,2-mm-Bohrungen exakt an die richtige Stelle an die Kante vom
Deck.
 Das Gleiche noch in einer Nahaufnahme.
Links die Bohrlehre (mit gehärteter (Silber-)Stahlbuchse), in der Mitte liegt
die Buchse und rechts ist die Stütze in die noch nicht eingeklebte Buchse
gesteckt. Die Relingstützen haben im unteren Drittel einen etwas größeren
Durchmesser. Der Abstand von der Deckskante bis Mitte Buchse beträgt 5 mm.
Das Gleiche noch in einer Nahaufnahme.
Links die Bohrlehre (mit gehärteter (Silber-)Stahlbuchse), in der Mitte liegt
die Buchse und rechts ist die Stütze in die noch nicht eingeklebte Buchse
gesteckt. Die Relingstützen haben im unteren Drittel einen etwas größeren
Durchmesser. Der Abstand von der Deckskante bis Mitte Buchse beträgt 5 mm.
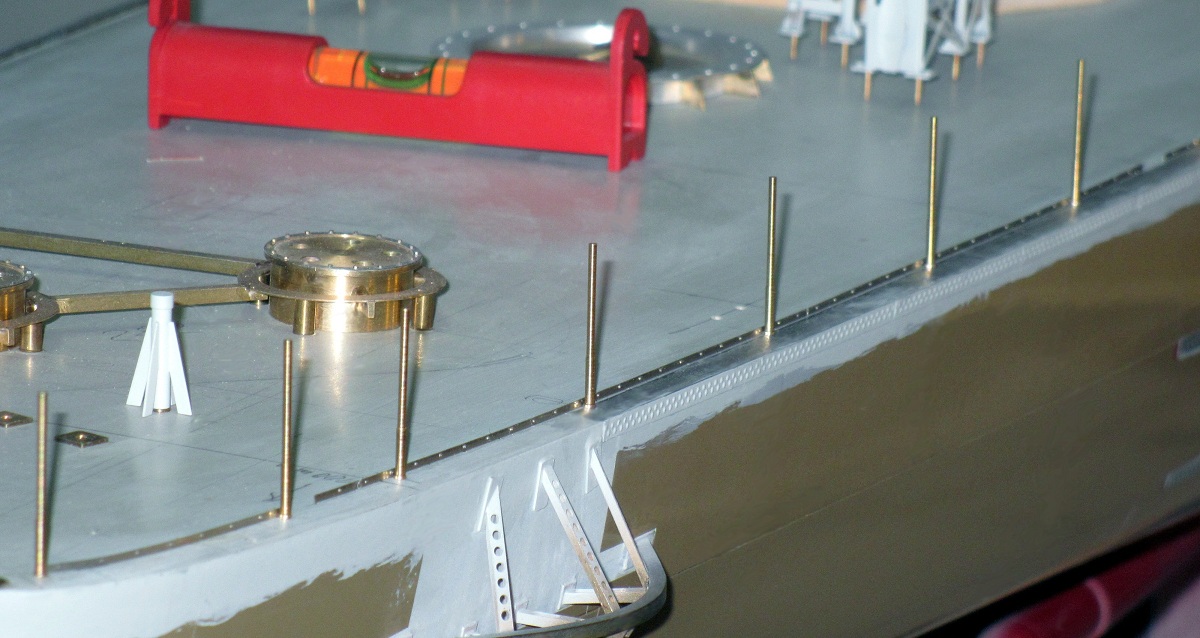 Durch die Nutzung des
Helling-Bohrständers stehen alle Relingstützen so genau senkrecht, wie ich das
will. Auf diesem Foto sind die genannten Leisten unten am Deck bereits montiert.
Durch die Nutzung des
Helling-Bohrständers stehen alle Relingstützen so genau senkrecht, wie ich das
will. Auf diesem Foto sind die genannten Leisten unten am Deck bereits montiert.
 Für das Einkleben der kleinen
Leisten-Stifte habe ich ebenfalls eine Bohrlehre mit sechs Bohrbuchsen
angefertigt, der Bohrungsdurchmesser beträgt 0,5 mm. Hier ist der Abstand zur
Deckskante allerdings 6 mm. In der Bohrbuchse rechts steckt ein
0,5-mm-Bohrerschaft.
Für das Einkleben der kleinen
Leisten-Stifte habe ich ebenfalls eine Bohrlehre mit sechs Bohrbuchsen
angefertigt, der Bohrungsdurchmesser beträgt 0,5 mm. Hier ist der Abstand zur
Deckskante allerdings 6 mm. In der Bohrbuchse rechts steckt ein
0,5-mm-Bohrerschaft.
![]() Diesen steckt man jeweils in das zuletzt
gebohrte Loch, um für das Bohren der nächsten fünf Löcher im richtigen
Abstands-Rhythmus zu bleiben.
Diesen steckt man jeweils in das zuletzt
gebohrte Loch, um für das Bohren der nächsten fünf Löcher im richtigen
Abstands-Rhythmus zu bleiben.
![]() Erst, wenn alle Löcher gebohrt sind,
werden die Buchsen und die Leisten mit Sekundenkleber eingeklebt/-gegossen
(links im Bild).
Erst, wenn alle Löcher gebohrt sind,
werden die Buchsen und die Leisten mit Sekundenkleber eingeklebt/-gegossen
(links im Bild).
 Bei der Berechnung der benötigten Längen für die
Leisten hatte ich mich total vertan, das Modell ist schließlich 2,30 m lang.
Deshalb mußte ich noch etwa 1,4 m auf herkömmliche Weise nachfertigen; diese
allerdings ohne die kleinen Montage-Stifte. Ich mußte sie folglich stumpf auf das
Deck kleben. Im Schraubstock wird eine Ms-Platte hochkant gespannt und die obere
Kante überstirnt.
Bei der Berechnung der benötigten Längen für die
Leisten hatte ich mich total vertan, das Modell ist schließlich 2,30 m lang.
Deshalb mußte ich noch etwa 1,4 m auf herkömmliche Weise nachfertigen; diese
allerdings ohne die kleinen Montage-Stifte. Ich mußte sie folglich stumpf auf das
Deck kleben. Im Schraubstock wird eine Ms-Platte hochkant gespannt und die obere
Kante überstirnt.
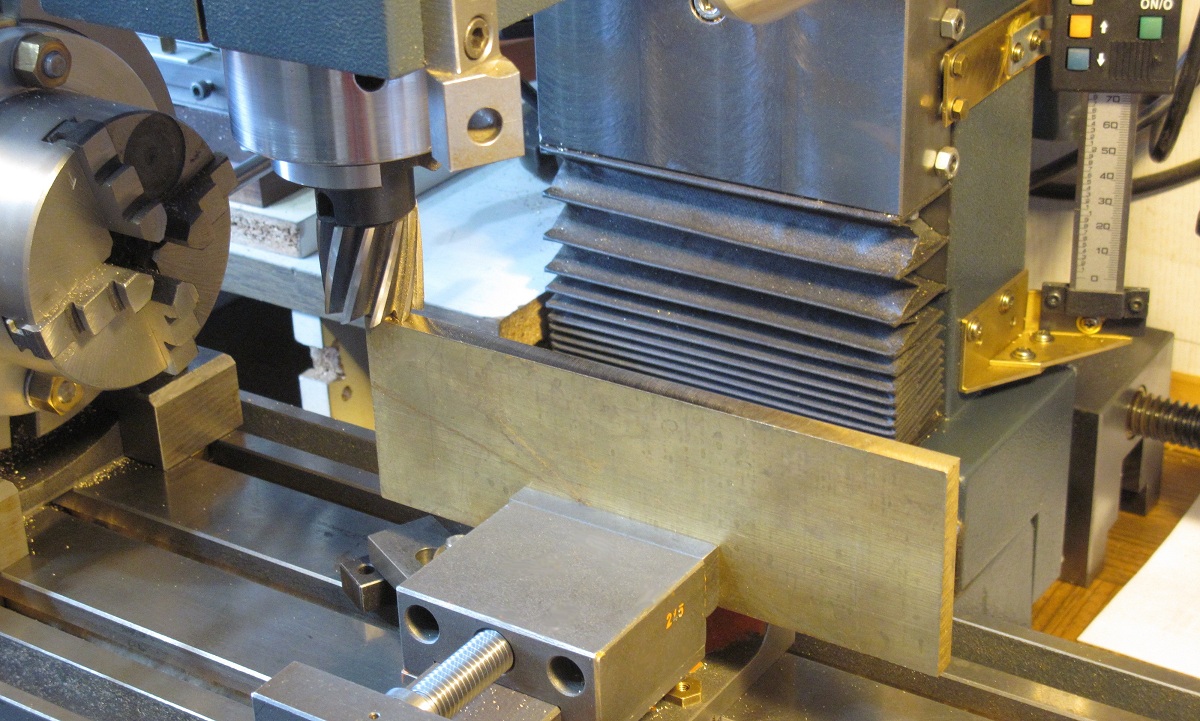
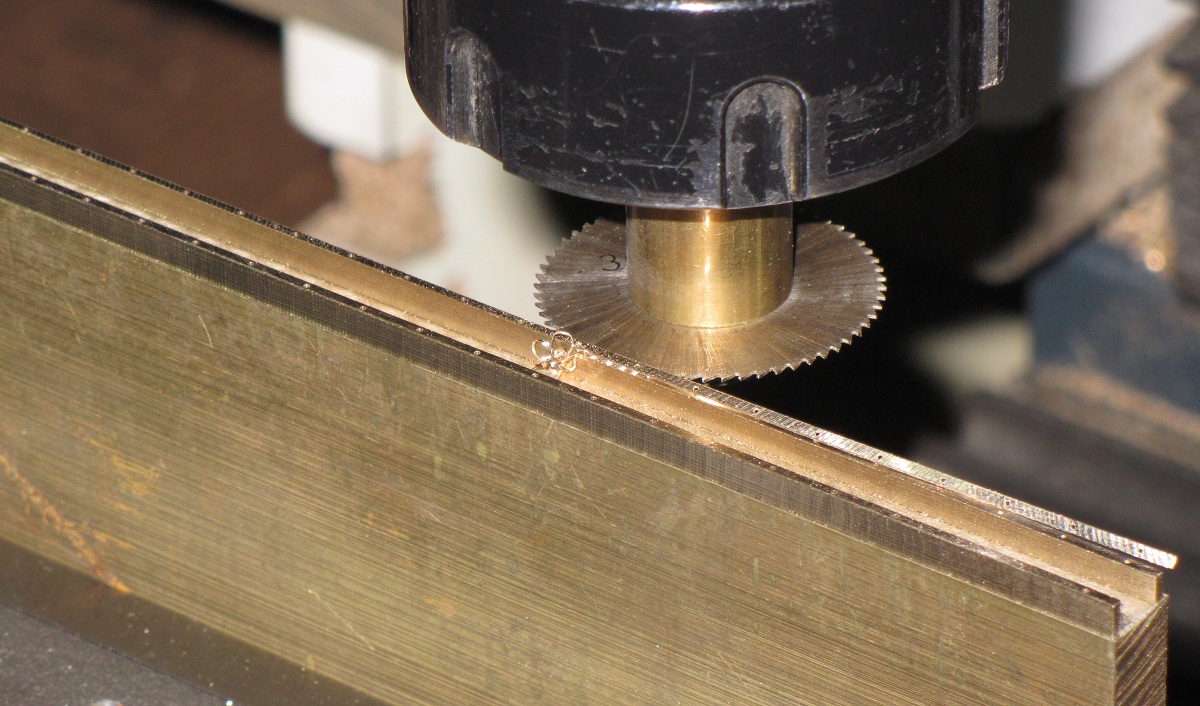
 Die weiteren Arbeiten erfolgen streng
nach Koordinaten, also ganz ohne zu messen und unter Einrechnung des
Fräser-Durchmessers (5 mm). So werden zuerst zwei Leisten, je 1 mm breit
gefräst. Beim Fräsen der mittleren Nut nur in 0,5-mm-Schritten tiefergehend bis
auf 4 mm Tiefe, damit der Fräser nicht seitlich "auswandert". Auch die Enden
werden nach Koordinaten gefräst...
Die weiteren Arbeiten erfolgen streng
nach Koordinaten, also ganz ohne zu messen und unter Einrechnung des
Fräser-Durchmessers (5 mm). So werden zuerst zwei Leisten, je 1 mm breit
gefräst. Beim Fräsen der mittleren Nut nur in 0,5-mm-Schritten tiefergehend bis
auf 4 mm Tiefe, damit der Fräser nicht seitlich "auswandert". Auch die Enden
werden nach Koordinaten gefräst...
 ...sodaß nun das Bohren der einheitlichen
Abstände (6,1 mm, siehe oben) und exakt in der Mitte der Leisten erfolgen kann.
Ich habe mit der Feinbohrhilfe, sie ist
hier zu sehen, nur etwa 1 bis 1,5 mm tief gebohrt (Gefahr des
Bohrerbruchs!).
...sodaß nun das Bohren der einheitlichen
Abstände (6,1 mm, siehe oben) und exakt in der Mitte der Leisten erfolgen kann.
Ich habe mit der Feinbohrhilfe, sie ist
hier zu sehen, nur etwa 1 bis 1,5 mm tief gebohrt (Gefahr des
Bohrerbruchs!).
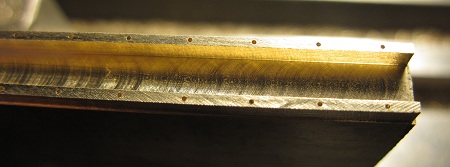 Das Ergebnis in einer Nahaufnahme,
Durchmesser der Bohrungen 0,45 mm.
Das Ergebnis in einer Nahaufnahme,
Durchmesser der Bohrungen 0,45 mm.
 Danach wurden die ersten beiden Streifen
mit einer gut rundlaufenden Metallkreissäge, 0,4 mm dick, abgesägt. Bevor die
nächsten beiden gesägt wurden, habe ich die Bohrungsmitten erneut "angefahren"
und wieder ein Stück tiefer gebohrt.
Danach wurden die ersten beiden Streifen
mit einer gut rundlaufenden Metallkreissäge, 0,4 mm dick, abgesägt. Bevor die
nächsten beiden gesägt wurden, habe ich die Bohrungsmitten erneut "angefahren"
und wieder ein Stück tiefer gebohrt.
![]() So entsteht "mit Fleiß" eine Sammlung von
Leisten, ohne ätzen! Sie sind etwas verdreht und müssen vorsichtig gerichtet
und entgratet werden. Steckrichten geht hier nicht, denn so würden die wichtigen Maße 6,1 mm
verändert.
So entsteht "mit Fleiß" eine Sammlung von
Leisten, ohne ätzen! Sie sind etwas verdreht und müssen vorsichtig gerichtet
und entgratet werden. Steckrichten geht hier nicht, denn so würden die wichtigen Maße 6,1 mm
verändert.
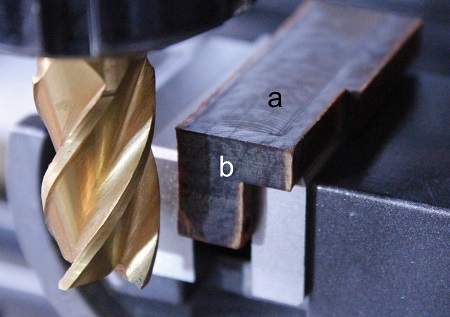
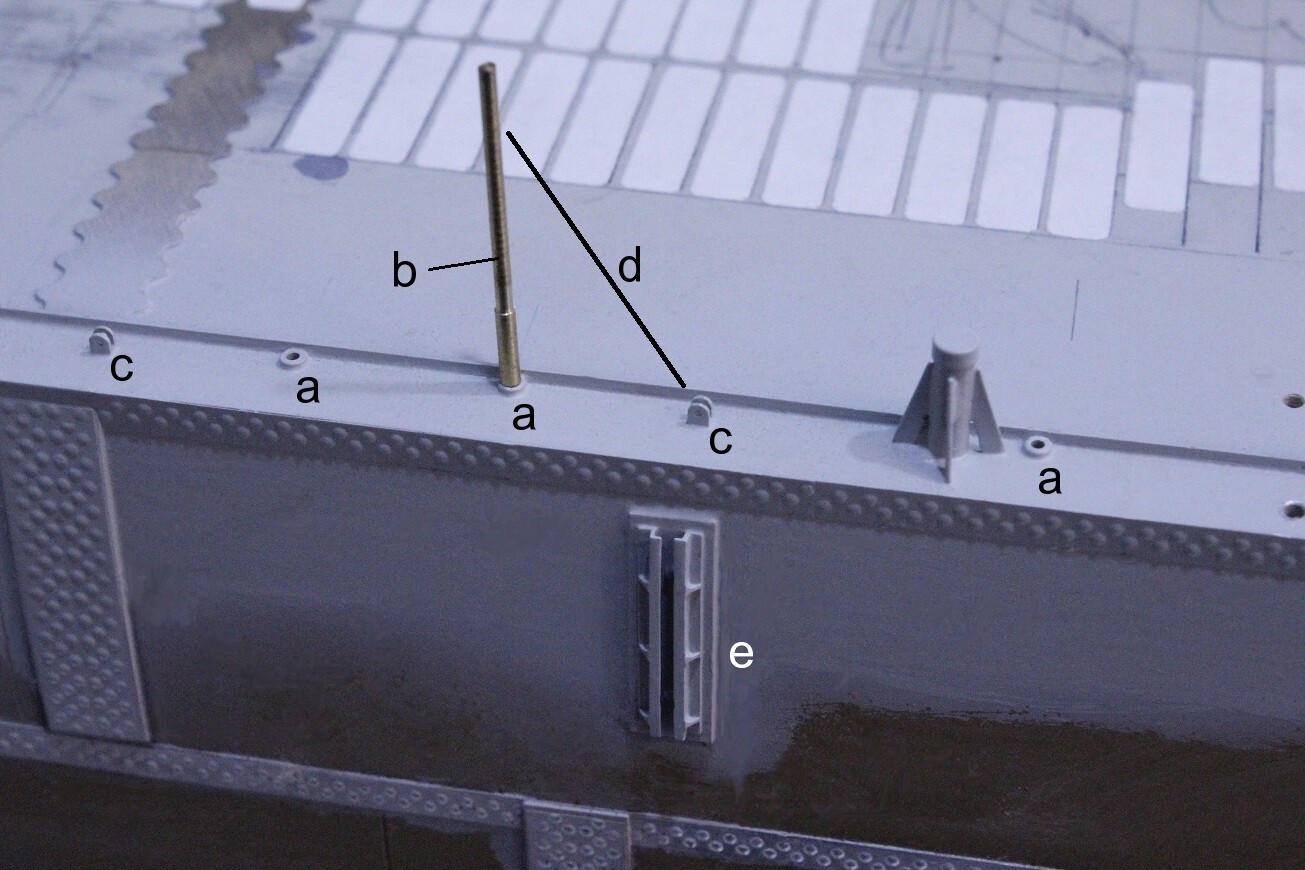 (a) sind hier die schon in das Deck exakt senkrecht eingebohrten und
eingegossenen Buchsen. Als (b) habe ich eine noch "leere" Relingstütze
eingesteckt. Man erkennt, daß die Stützen im unteren Drittel dicker sind (1,3
mm). (c) sind die ebenfalls schon eingeklebten Scharniere/Fußpunkte für die
späteren Schrägstützen (d). (e) findet man an jeder Bordseite. In dieser Führung
gleitet der Fuß der Stützen für die Gangway-Plattform auf und ab...
(a) sind hier die schon in das Deck exakt senkrecht eingebohrten und
eingegossenen Buchsen. Als (b) habe ich eine noch "leere" Relingstütze
eingesteckt. Man erkennt, daß die Stützen im unteren Drittel dicker sind (1,3
mm). (c) sind die ebenfalls schon eingeklebten Scharniere/Fußpunkte für die
späteren Schrägstützen (d). (e) findet man an jeder Bordseite. In dieser Führung
gleitet der Fuß der Stützen für die Gangway-Plattform auf und ab...
 (Abb. 18)
Meine 10:1-Zeichnung von einem Reling-Seilstück als nötige Bau-Grundlage. Die
Grundkörper (a) für die Spannschrauben mußten zuerst gedreht werden. Dabei wird
die linke "Schraube" 1,2 mm lang gleich mit angedreht. (b) die oberen Enden der
Relingstützen, (c) Anschweiß-Augen (innen 0,8 mm, 0,2-mm-Cu-Draht), (d) konische
"Vergüsse" mit 1 mm tiefen 0,3-mm-Bohrungen müssen gedreht werden (360
Stück, oh Gott! naja, ich hab es ja so gewollt), (e) Kauschen, aus
0,3-mm-Cu-Draht gebogen und in die (d) gelötet, (f) Langglieder, anstelle der
(e) am anderen Ende der Seile (j), diese mache ich aus 0,25-mm-Cu-Draht (12,5 mm
Original-Seil!), (g) ist das längenvariable 0,35-mm-Cu-Drahtstück mit dem später
das jeweilige Seil straff eingestellt wird. Mit einer Spezial-Pinzette drücke
ich dann (g) hinreichend kräftig in die 0,4-mm-Bohrung der Spannschraube und
sichere diesen Spannungszustand mit einem Tropfen Sekundenkleber - habe ich mir
so ausgedacht, mal sehen ob´s klappt? (h) sind Schäkel/Gabeln nach
hier. Die kleinen
Schäkelbolzen werden gedreht, eine leichtere Übung.
(Abb. 18)
Meine 10:1-Zeichnung von einem Reling-Seilstück als nötige Bau-Grundlage. Die
Grundkörper (a) für die Spannschrauben mußten zuerst gedreht werden. Dabei wird
die linke "Schraube" 1,2 mm lang gleich mit angedreht. (b) die oberen Enden der
Relingstützen, (c) Anschweiß-Augen (innen 0,8 mm, 0,2-mm-Cu-Draht), (d) konische
"Vergüsse" mit 1 mm tiefen 0,3-mm-Bohrungen müssen gedreht werden (360
Stück, oh Gott! naja, ich hab es ja so gewollt), (e) Kauschen, aus
0,3-mm-Cu-Draht gebogen und in die (d) gelötet, (f) Langglieder, anstelle der
(e) am anderen Ende der Seile (j), diese mache ich aus 0,25-mm-Cu-Draht (12,5 mm
Original-Seil!), (g) ist das längenvariable 0,35-mm-Cu-Drahtstück mit dem später
das jeweilige Seil straff eingestellt wird. Mit einer Spezial-Pinzette drücke
ich dann (g) hinreichend kräftig in die 0,4-mm-Bohrung der Spannschraube und
sichere diesen Spannungszustand mit einem Tropfen Sekundenkleber - habe ich mir
so ausgedacht, mal sehen ob´s klappt? (h) sind Schäkel/Gabeln nach
hier. Die kleinen
Schäkelbolzen werden gedreht, eine leichtere Übung.
 Für die
Spannschrauben (a in obiger Zchng.) habe ich 180 Ms-Stücke von 1,8-mm-Rund-Ms
auf einer kleinen Kreissäge abgesägt. Also nicht abgestochen, weil ich hier
vollkommen glatte Planseiten benötige! Gleiche lange 1,5-mm-Spannzapfen werden
angedreht.
Für die
Spannschrauben (a in obiger Zchng.) habe ich 180 Ms-Stücke von 1,8-mm-Rund-Ms
auf einer kleinen Kreissäge abgesägt. Also nicht abgestochen, weil ich hier
vollkommen glatte Planseiten benötige! Gleiche lange 1,5-mm-Spannzapfen werden
angedreht.
 Genau 4 mm tief wird 0,4 mm gebohrt (Tiefenanschlag an der Reitstock-Pinole).
Man muß beim Anbohren die Querschneide des Bohrers extrem leicht
andrücken. So schabt (bei einer Querschneide kann man nicht von Schneiden reden) sich die Querschneide selbst eine leichte
"Zentrierungsvertiefung" in die Planfläche und es muß nicht zentriert werden!
Ich habe mal gezählt, durchschnittlich habe ich den 0,4-mm-Bohrer (ich hatte nur
noch den einen!) achtmal zum Entfernen der Späne aus der Bohrung gezogen. Ich
habe ALLE 180 Teile gebohrt. Ein dünner Wendelbohrer (übrigens auch ein großer!)
bricht nur ab, wenn er nicht oft genug "entleert" wird.
Genau 4 mm tief wird 0,4 mm gebohrt (Tiefenanschlag an der Reitstock-Pinole).
Man muß beim Anbohren die Querschneide des Bohrers extrem leicht
andrücken. So schabt (bei einer Querschneide kann man nicht von Schneiden reden) sich die Querschneide selbst eine leichte
"Zentrierungsvertiefung" in die Planfläche und es muß nicht zentriert werden!
Ich habe mal gezählt, durchschnittlich habe ich den 0,4-mm-Bohrer (ich hatte nur
noch den einen!) achtmal zum Entfernen der Späne aus der Bohrung gezogen. Ich
habe ALLE 180 Teile gebohrt. Ein dünner Wendelbohrer (übrigens auch ein großer!)
bricht nur ab, wenn er nicht oft genug "entleert" wird.
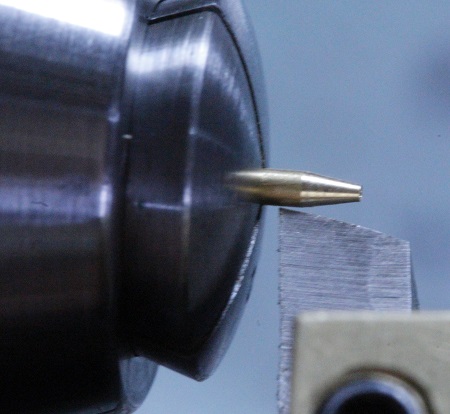
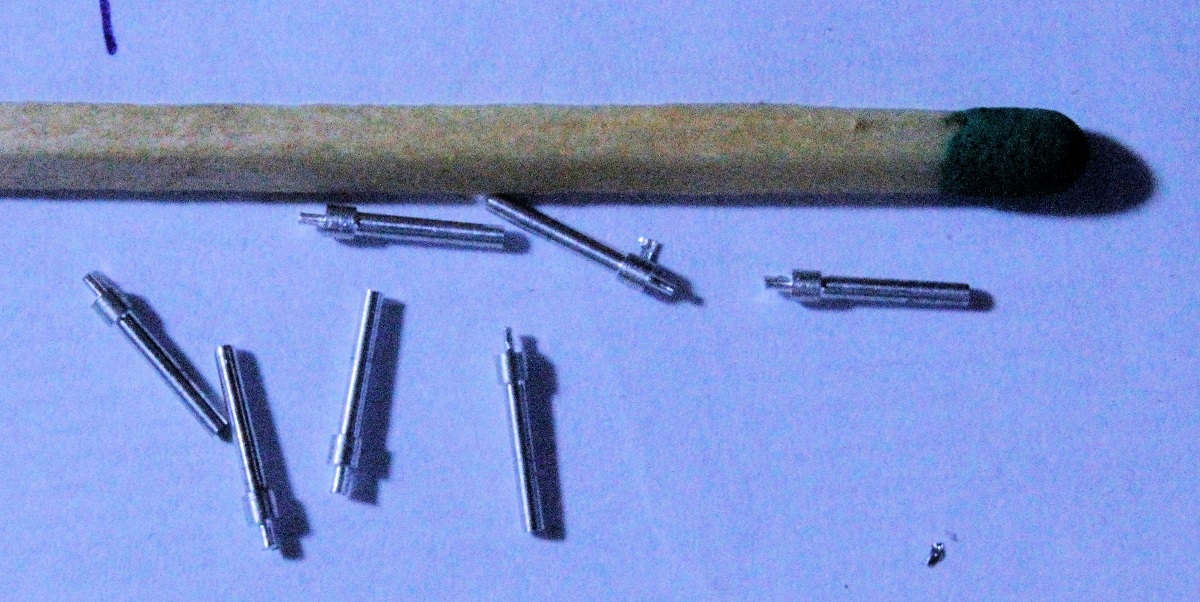
 Hier die Arbeitsgänge für die Spannschrauben: A = 0,4-mm-Bohren 4 mm tief, B =
0,9-mm-Zylinder drehen, C = vorderer Konus andrehen (8°
Obersupport-Verstellung), D = hinterer Konus anstechen, E = 0,35-mm-"Schraube" 2
mm lang einstechen (Spitzdrehstahl).
Hier die Arbeitsgänge für die Spannschrauben: A = 0,4-mm-Bohren 4 mm tief, B =
0,9-mm-Zylinder drehen, C = vorderer Konus andrehen (8°
Obersupport-Verstellung), D = hinterer Konus anstechen, E = 0,35-mm-"Schraube" 2
mm lang einstechen (Spitzdrehstahl).
 Die Teile nach Arbeitsgang D.
Die Teile nach Arbeitsgang D.
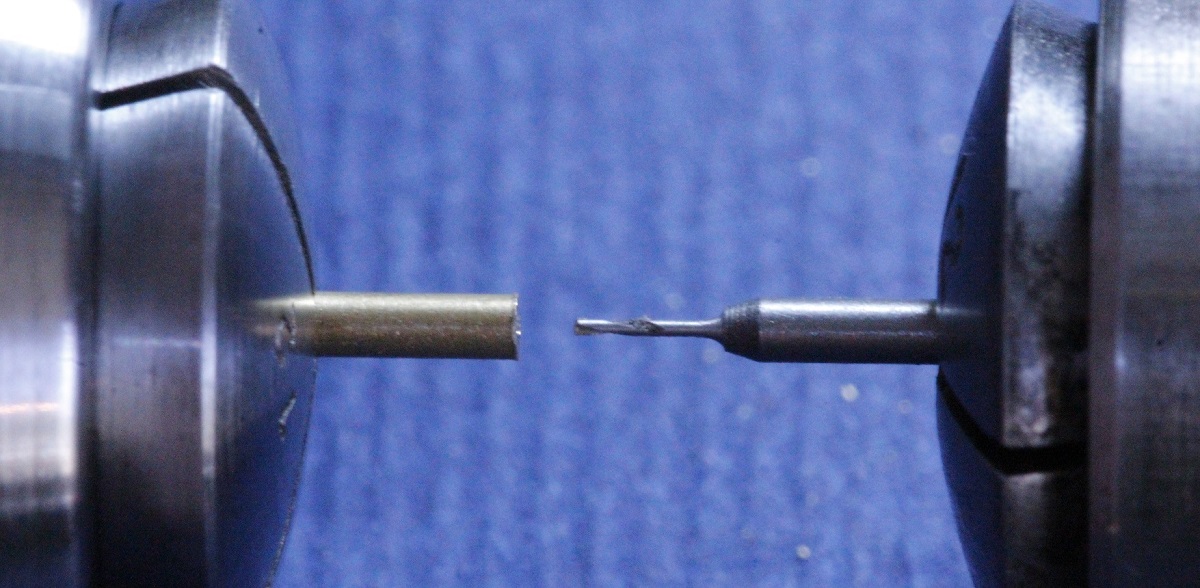
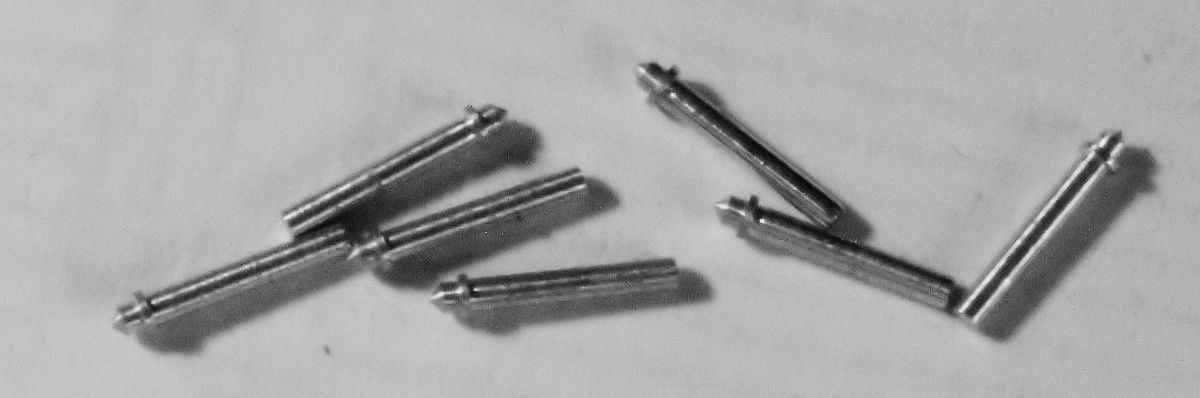
 Das
0,35-mm-""Schrauben"-Stück wird bei 1,2 mm Länge abgestochen. Die Hauptscheide
vorn ist 0,5 mm breit und leicht schräg angeschliffen!
Das
0,35-mm-""Schrauben"-Stück wird bei 1,2 mm Länge abgestochen. Die Hauptscheide
vorn ist 0,5 mm breit und leicht schräg angeschliffen!
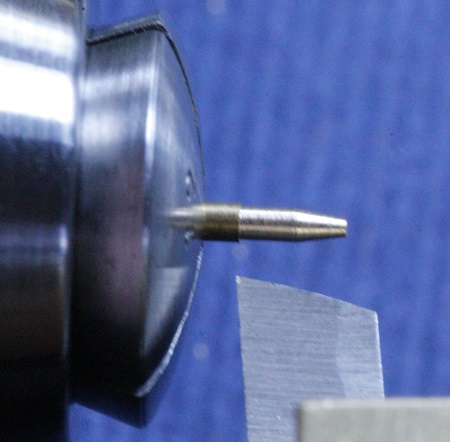
 Die dicken Mittelstücke sind 4,4 mm lang, an einer Seite die angedrehte
"Schraube"; an der anderen Seite eine 4 mm tiefe 0,4-mm-Bohrung. Jetzt muß ich
Ätzteile bestellen: sog. Relingstützen, die ich zu winzigen Schäkeln
umarbeite.....
Die dicken Mittelstücke sind 4,4 mm lang, an einer Seite die angedrehte
"Schraube"; an der anderen Seite eine 4 mm tiefe 0,4-mm-Bohrung. Jetzt muß ich
Ätzteile bestellen: sog. Relingstützen, die ich zu winzigen Schäkeln
umarbeite.....
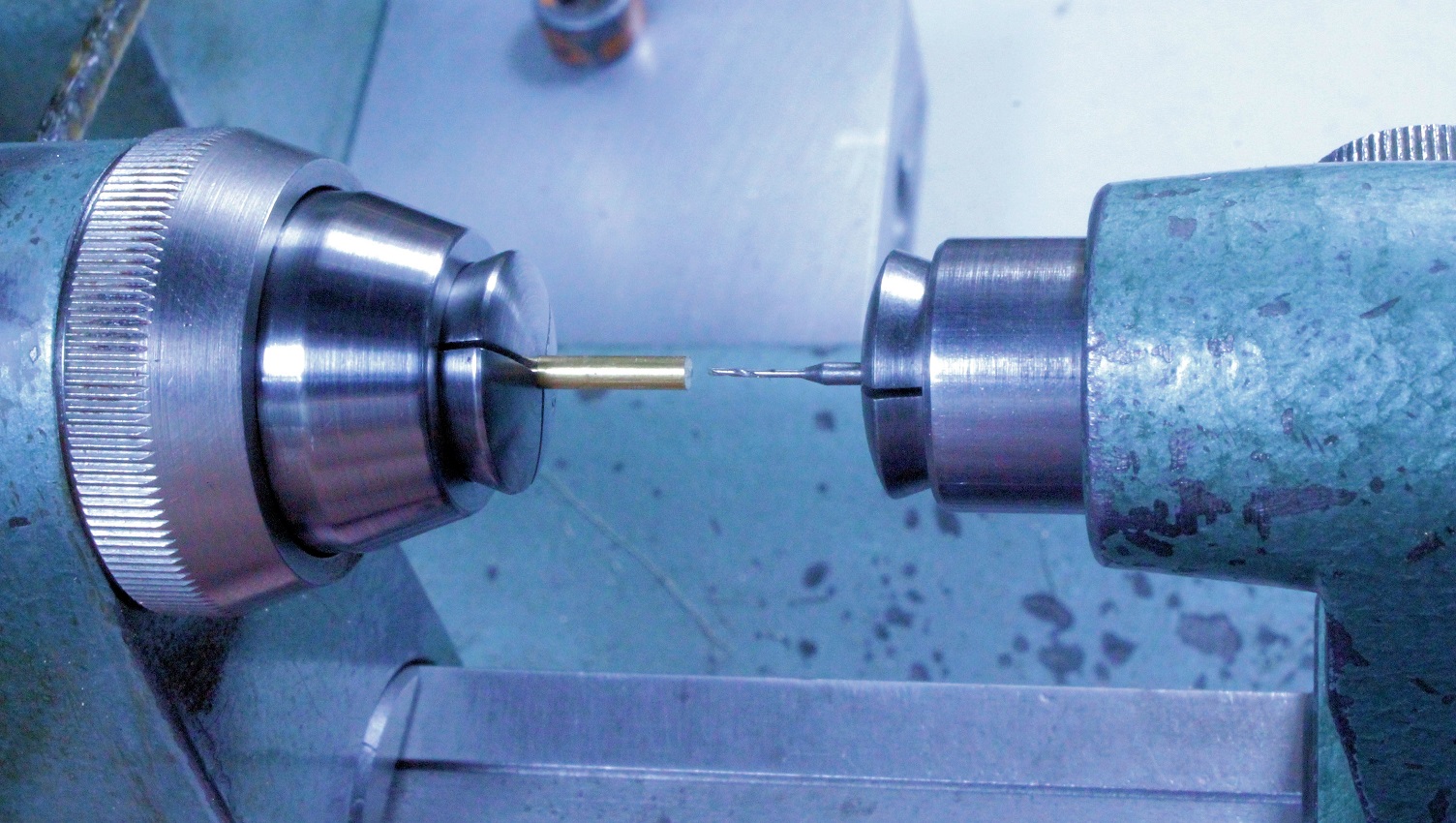
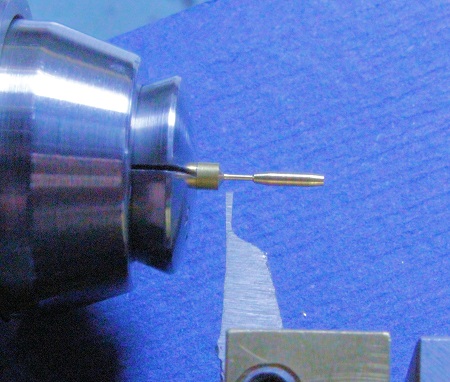
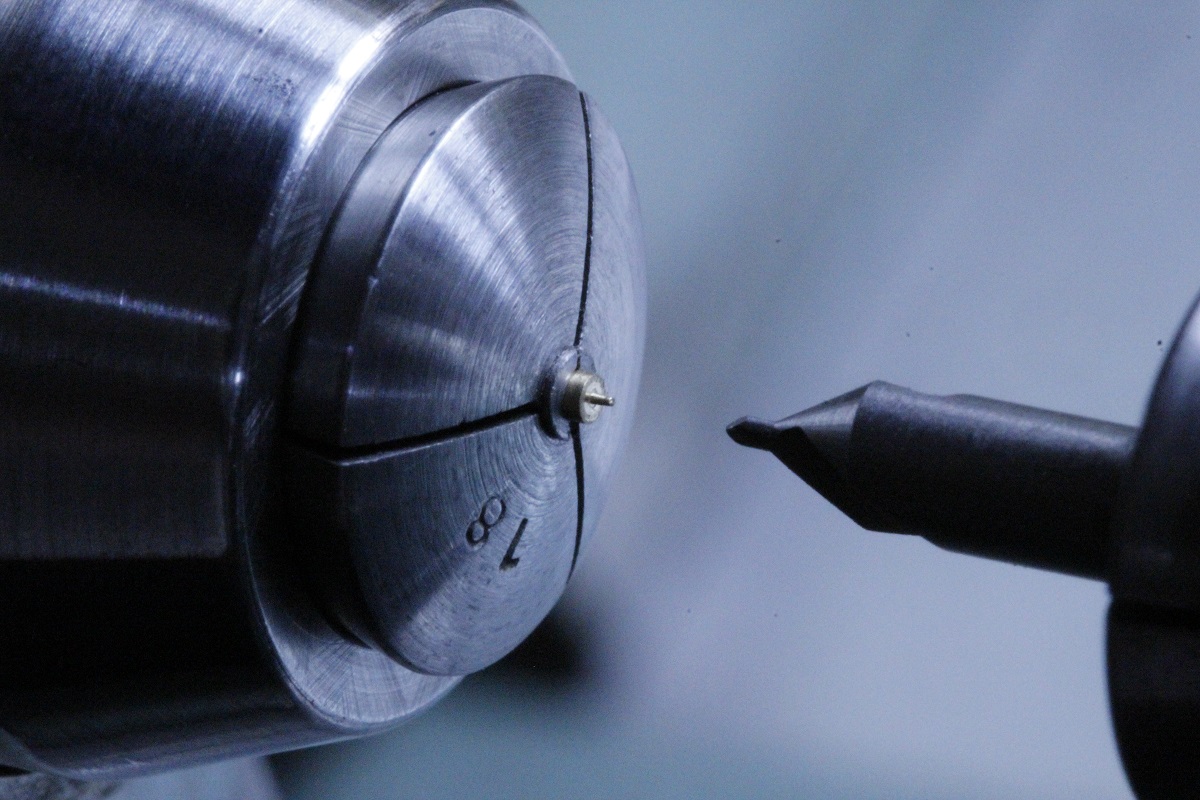
 Für
die Seil-Enden will ich nun 360 konische "Vergußstücke" aus 1,2-mm-Drehmessing
drehen (d in Abb. 18). Innerhalb dieser sind beim Original die Drahtspleiße (mit Blei?)
vergossen. Der Schaft vom Bohrer im Bild hat auch einen Durchmesser 1,2. Zum
Glück habe ich zwei 1,2-mm-Spannzangen (danke Hans!). Das Schneidenteil des
0,3-mm-Bohrers im Bild ist nur etwa 2 mm lang. Es ist (ähnlich einem Anbohrer)
damit so steif, daß ich ohne zentrieren in die Planfläche der abgesägten
Ms-Teile einbohren kann, nur 1 mm tief! Mit der
Eigenbau-Bohrtiefen-Skalenscheibe an meiner
Uhrmacherdrehmaschine ist die Einhaltung dieses Millimeter kein Problem. Ich
habe 180 Stücke abgesägt und drehe an beiden Enden Teile an.
Für
die Seil-Enden will ich nun 360 konische "Vergußstücke" aus 1,2-mm-Drehmessing
drehen (d in Abb. 18). Innerhalb dieser sind beim Original die Drahtspleiße (mit Blei?)
vergossen. Der Schaft vom Bohrer im Bild hat auch einen Durchmesser 1,2. Zum
Glück habe ich zwei 1,2-mm-Spannzangen (danke Hans!). Das Schneidenteil des
0,3-mm-Bohrers im Bild ist nur etwa 2 mm lang. Es ist (ähnlich einem Anbohrer)
damit so steif, daß ich ohne zentrieren in die Planfläche der abgesägten
Ms-Teile einbohren kann, nur 1 mm tief! Mit der
Eigenbau-Bohrtiefen-Skalenscheibe an meiner
Uhrmacherdrehmaschine ist die Einhaltung dieses Millimeter kein Problem. Ich
habe 180 Stücke abgesägt und drehe an beiden Enden Teile an.
 Mit dem auf 3 mm
eingestellten (und geklemmten!) Tiefenmaß vom Meßschieber richte ich bei den
folgenden Arbeitsgängen die Teile so in der Zange aus, daß sie immer exakt 3 mm
aus der Zange ragen. Im Bild der erste Dreh-Arbeitsgang: das Andrehen eines
Konus (Obersupportverstellung 9,5°). Hier ist noch ein rechter
HSS-Seitendrehstahl zu sehen (Vergessen Sie Hartmetall-Stähle beim Modellbau).
Sehr bald habe ich aber auf einen Spitzdrehstahl gewechselt. Es dreht sich
einfach besser, als mit der Nebenschneide vom Seitendrehstahl. Weil ich den
Konus immer bei der "Rückwärtsfahrt" (in einem Span!) andrehe, muß ich den
Quersupport nie verstellen. Er bleibt bis zum letzten Teil auf seinem Skalenwert
stehen...
Mit dem auf 3 mm
eingestellten (und geklemmten!) Tiefenmaß vom Meßschieber richte ich bei den
folgenden Arbeitsgängen die Teile so in der Zange aus, daß sie immer exakt 3 mm
aus der Zange ragen. Im Bild der erste Dreh-Arbeitsgang: das Andrehen eines
Konus (Obersupportverstellung 9,5°). Hier ist noch ein rechter
HSS-Seitendrehstahl zu sehen (Vergessen Sie Hartmetall-Stähle beim Modellbau).
Sehr bald habe ich aber auf einen Spitzdrehstahl gewechselt. Es dreht sich
einfach besser, als mit der Nebenschneide vom Seitendrehstahl. Weil ich den
Konus immer bei der "Rückwärtsfahrt" (in einem Span!) andrehe, muß ich den
Quersupport nie verstellen. Er bleibt bis zum letzten Teil auf seinem Skalenwert
stehen...
 Andrehen
einer etwa 1,5 mm langen zylindrischen Strecke Durchmesser 1 mm. Man hätte für
die Teile selbstverständlich auch 1-mm-Rund-Ms verwenden können... Das Problem:
ich hatte nur noch 1,2-mm-Material im Haus...
Andrehen
einer etwa 1,5 mm langen zylindrischen Strecke Durchmesser 1 mm. Man hätte für
die Teile selbstverständlich auch 1-mm-Rund-Ms verwenden können... Das Problem:
ich hatte nur noch 1,2-mm-Material im Haus...
 Bei
mir immer bei solchen Teilen: Doppelend-Andrehverfahren.
Bei
mir immer bei solchen Teilen: Doppelend-Andrehverfahren.
 Hier
zeige ich noch einmal das geätzte Seil-Maschengitter von Abb. 2 in einer
Nahaufnahme, 0,1-mm-Neusilberblech.
Hier
zeige ich noch einmal das geätzte Seil-Maschengitter von Abb. 2 in einer
Nahaufnahme, 0,1-mm-Neusilberblech.
 Gestern
und heute habe ich 360 Teile nun auf 2,1 mm Länge abgestochen. Das stets gleiche
Ausragen aus der Zange natürlich wieder mit eingestelltem Tiefenmaß.
Gestern
und heute habe ich 360 Teile nun auf 2,1 mm Länge abgestochen. Das stets gleiche
Ausragen aus der Zange natürlich wieder mit eingestelltem Tiefenmaß.
 (Abb.
31) Die Fertigung von 180 "Kauschen" (e in Abb. 18) ist nun vorzubereiten.
0,25-mm-Cu-Lackdraht (von einer Relais-Spule, Elektro-Spulen haben alle
möglichen Drahtdurchmesser, nicht alle Lackschichten dieser Kupferdrähte sind
lötbar, meist muß man sie abbrennen) habe ich 50-cm-weise langsam durch eine
Kerzenflamme gezogen. So wurde die Lackschicht verbrannt. Diese Stücke habe ich
durch eine Doppelung von feinem Schmirgelleinen gezogen, damit die Lackasche
verschwindet. Um einen 0,6-mm-Bohrerschaft habe ich ein U gebogen und dieses
dann auf 1,8 mm "Länge" abgeschnitten, wieder gerade gebogen, so hatte ich die
gestreckte Länge für 180 Kauschen ermittelt, konkret 4,4 mm.
(Abb.
31) Die Fertigung von 180 "Kauschen" (e in Abb. 18) ist nun vorzubereiten.
0,25-mm-Cu-Lackdraht (von einer Relais-Spule, Elektro-Spulen haben alle
möglichen Drahtdurchmesser, nicht alle Lackschichten dieser Kupferdrähte sind
lötbar, meist muß man sie abbrennen) habe ich 50-cm-weise langsam durch eine
Kerzenflamme gezogen. So wurde die Lackschicht verbrannt. Diese Stücke habe ich
durch eine Doppelung von feinem Schmirgelleinen gezogen, damit die Lackasche
verschwindet. Um einen 0,6-mm-Bohrerschaft habe ich ein U gebogen und dieses
dann auf 1,8 mm "Länge" abgeschnitten, wieder gerade gebogen, so hatte ich die
gestreckte Länge für 180 Kauschen ermittelt, konkret 4,4 mm.
An der Abstech-Seite der 360 Drehteile vom Wochenende sitzt noch ein kleiner Abstech-Pieps (a). In diese Planseite muß mit einem 0,5-mm-Zentrierbohrer 0,6 mm tief eingebohrt werden. Der 0,5-mm-Zentrierbohrer hat gemessen (!) einen tatsächlichen Durchmesser von 0,6 mm, genau richtig für meinen Zweck.
 Das
Tiefenmaß vom Meßschieber ist auf die genannten 4,4 mm eingestellt. Darunter
steht eine Auffangschale. So kann ich in kurzer Zeit.....
Das
Tiefenmaß vom Meßschieber ist auf die genannten 4,4 mm eingestellt. Darunter
steht eine Auffangschale. So kann ich in kurzer Zeit.....
 ....viele Drahtstücke 4,4 mm lang abschneiden.
....viele Drahtstücke 4,4 mm lang abschneiden.
 (Abb.
34) Um die erwähnten 0,6 mm tiefen Senkungen (Durchmesser 0,6) in die Teile
(schraffiert in dieser Abb.) zu bohren, habe ich eine Klemmbuchse aus
Silberstahl gedreht: Durchmesser 1,4; 1,7 und 1,9 drehen, abstechen mit etwas
Überlänge, also der spätere Bund 0,2 etwa 1 mm lang. Umspannen in eine
1,8-mm-Spannzange, Bundlänge 0,2 mm plandrehen, zentrieren, Durchmesser 1 mm 1,5
mm tief bohren. Dann wird das Teil liegend am Durchmesser 1,4 im Schraubstock
gespannt und um 180° versetzt mit einer 0,3-mm-Metall-Laubsäge fast über die
ganze Länge geschlitzt. Das hintere Stück (a) ist etwas dünner, damit die
1,8-mm-Zange nur vorn bei (b) auf das Teil drückt. Das vorn ausragende 0,3 mm
lange Stück genügt, um das Teil nach dem Bohren der Zange wieder zu entnehmen.
Vor dem Schließen der Zange drücke ich das Teil kräftig gegen den Grund der
1-mm-Bohrung. Derartige Klemmbuchsen kann man für viele Werkstücke anfertigen,
die man anders kaum spannen kann. Vergrößerungs-Zchngn. dabei unverzichtbar!
(Abb.
34) Um die erwähnten 0,6 mm tiefen Senkungen (Durchmesser 0,6) in die Teile
(schraffiert in dieser Abb.) zu bohren, habe ich eine Klemmbuchse aus
Silberstahl gedreht: Durchmesser 1,4; 1,7 und 1,9 drehen, abstechen mit etwas
Überlänge, also der spätere Bund 0,2 etwa 1 mm lang. Umspannen in eine
1,8-mm-Spannzange, Bundlänge 0,2 mm plandrehen, zentrieren, Durchmesser 1 mm 1,5
mm tief bohren. Dann wird das Teil liegend am Durchmesser 1,4 im Schraubstock
gespannt und um 180° versetzt mit einer 0,3-mm-Metall-Laubsäge fast über die
ganze Länge geschlitzt. Das hintere Stück (a) ist etwas dünner, damit die
1,8-mm-Zange nur vorn bei (b) auf das Teil drückt. Das vorn ausragende 0,3 mm
lange Stück genügt, um das Teil nach dem Bohren der Zange wieder zu entnehmen.
Vor dem Schließen der Zange drücke ich das Teil kräftig gegen den Grund der
1-mm-Bohrung. Derartige Klemmbuchsen kann man für viele Werkstücke anfertigen,
die man anders kaum spannen kann. Vergrößerungs-Zchngn. dabei unverzichtbar!
 Nahaufnahme
der Klemmung eines Teils (Ms) in der Klemmbuchse und diese in der 1,8-mm-Zange.
Der Zentrierbohrer arbeitet auf Anschlag an der Pinole, damit alle Bohrungen
gleich tief erscheinen.
Nahaufnahme
der Klemmung eines Teils (Ms) in der Klemmbuchse und diese in der 1,8-mm-Zange.
Der Zentrierbohrer arbeitet auf Anschlag an der Pinole, damit alle Bohrungen
gleich tief erscheinen.
 Vorerst
will ich eine Lötvorrichtung anfertigen, mit der ich winzige Ringe (jeweils
sechs oder drei Stück gleichzeitig) in der exakt richtigen Höhe an die schon
fertigen Relingstützen löten kann. Ein Novotex-Stück wird oben überstirnt (a)
und vorn wird mit dem gleichen Fräser eine Fläche (b) angefräst.
Vorerst
will ich eine Lötvorrichtung anfertigen, mit der ich winzige Ringe (jeweils
sechs oder drei Stück gleichzeitig) in der exakt richtigen Höhe an die schon
fertigen Relingstützen löten kann. Ein Novotex-Stück wird oben überstirnt (a)
und vorn wird mit dem gleichen Fräser eine Fläche (b) angefräst.
 An dieser Fläche
(b) hole ich mir mit einem Kantentaster den Null-Start für die Y-Richtung.
An dieser Fläche
(b) hole ich mir mit einem Kantentaster den Null-Start für die Y-Richtung.
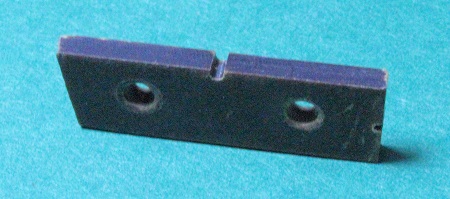
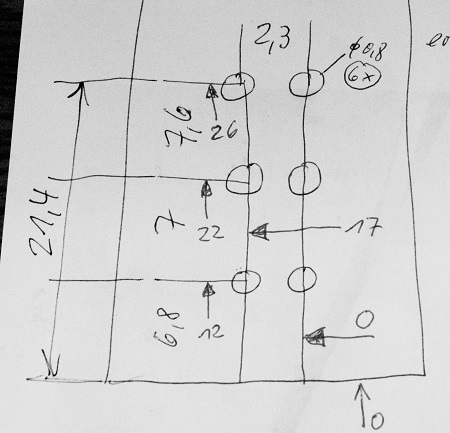 Das Bohrbild für
das Koordinaten-Bohren (SchiffsModell Heft 9/2019) von sechs
0,8-mm-Bohrungen.
Das Bohrbild für
das Koordinaten-Bohren (SchiffsModell Heft 9/2019) von sechs
0,8-mm-Bohrungen.
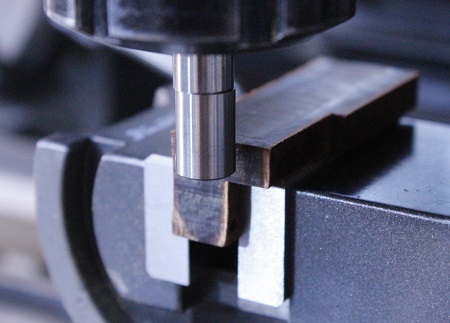
 Ein abgesetzter
0,8-mm-Wendelbohrer (1,5-mm-Spannschaft!) ist in meiner Eigenbau-Klemmhülse
((Spannzangen der Uhrmacher-Drehmaschine) gespannt. Wenn der Bohrer einen guten
Anschliff hat (starke Lupe), kann man mit ihm ohne Zentrierbohren sehr langsam
(!!!) in die waagerechte Fläche einbohren - ohne daß er auch nur gering
verläuft!
Ein abgesetzter
0,8-mm-Wendelbohrer (1,5-mm-Spannschaft!) ist in meiner Eigenbau-Klemmhülse
((Spannzangen der Uhrmacher-Drehmaschine) gespannt. Wenn der Bohrer einen guten
Anschliff hat (starke Lupe), kann man mit ihm ohne Zentrierbohren sehr langsam
(!!!) in die waagerechte Fläche einbohren - ohne daß er auch nur gering
verläuft!
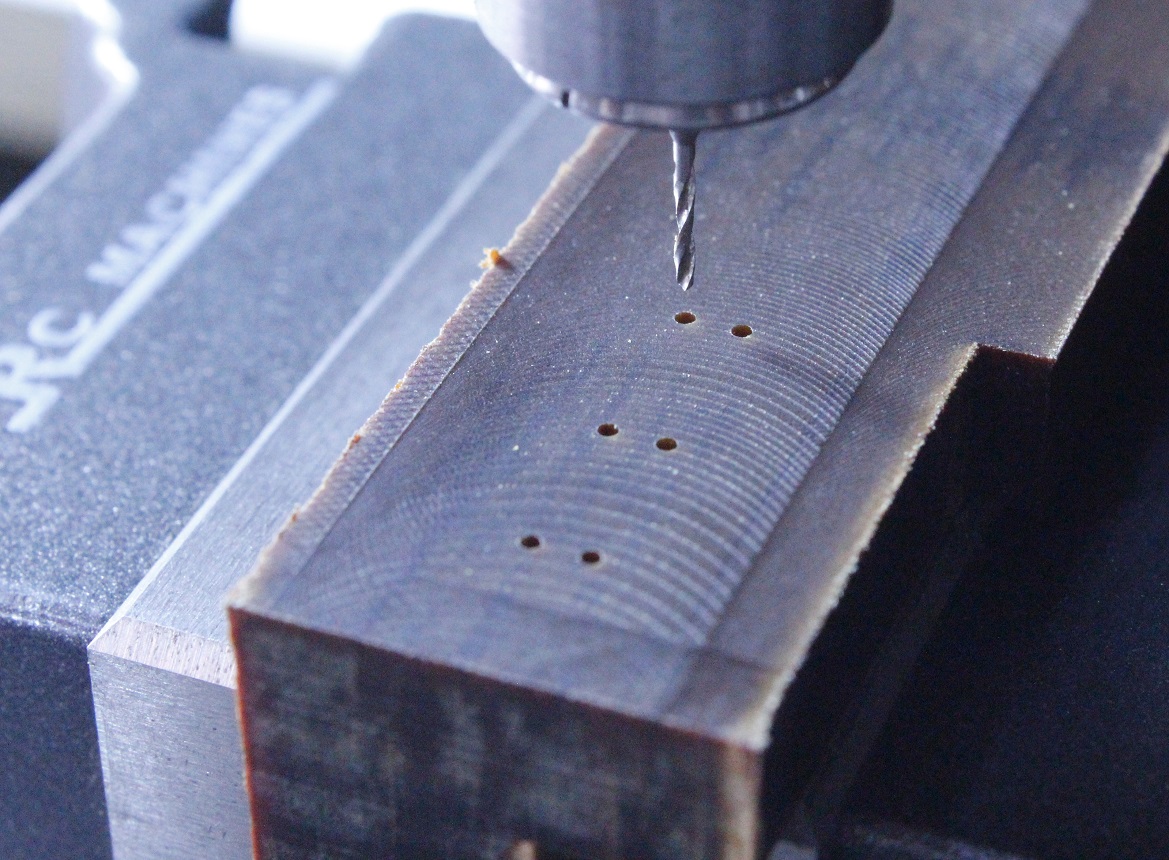 Jede Bohrung bohre ich 6 mm tief (Sehr oft die Späne entfernen - gerade bei Novotex,
dieses Material kann sich an den heißen Schneiden bis zum Entzünden erhitzen,
Brandgefahr!)
Jede Bohrung bohre ich 6 mm tief (Sehr oft die Späne entfernen - gerade bei Novotex,
dieses Material kann sich an den heißen Schneiden bis zum Entzünden erhitzen,
Brandgefahr!)
 Exakt in der Mitte fräse ich mit einem 0,6-mm-Radius-Fräser eine 0,25 mm tiefe
Nut, nach oben etwas länger als nötig. Das Maß 0,25 habe ich von einer starken
Vergrößerungszeichnung!
Exakt in der Mitte fräse ich mit einem 0,6-mm-Radius-Fräser eine 0,25 mm tiefe
Nut, nach oben etwas länger als nötig. Das Maß 0,25 habe ich von einer starken
Vergrößerungszeichnung!
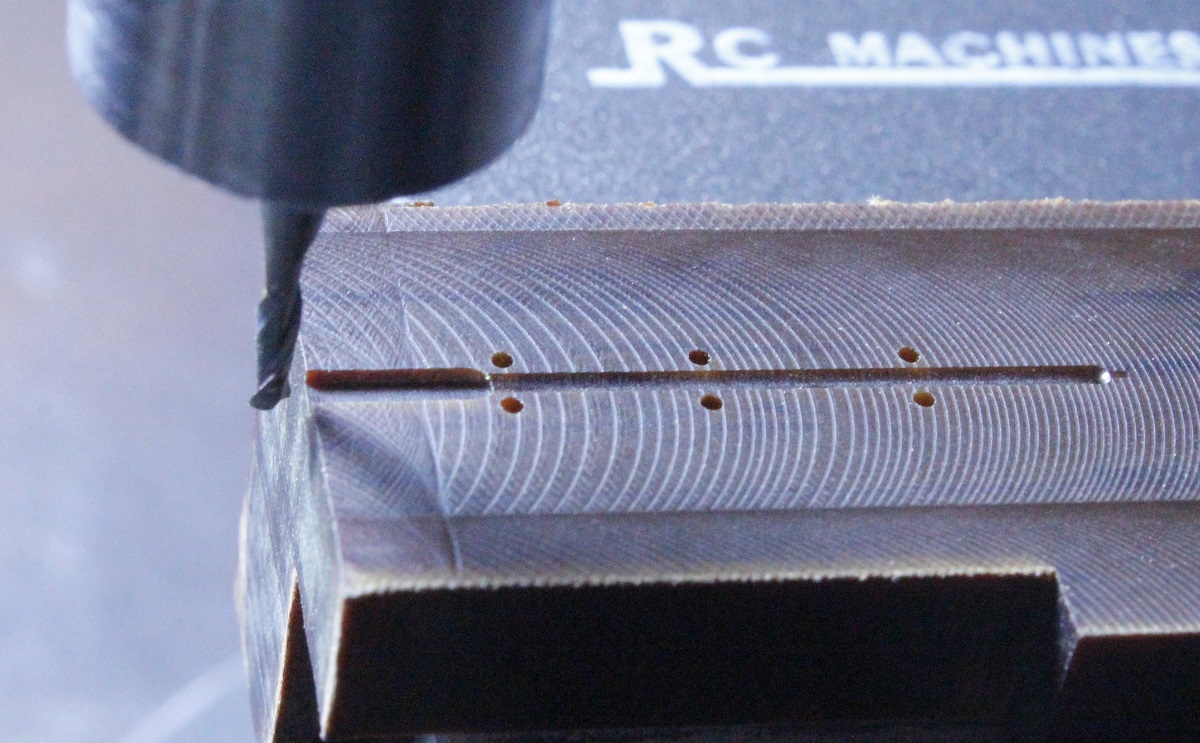 Weil der untere Teil der Relingstützen einen 1,3-mm-Durchmesser hat, fräse ich
hier mit einem 1,5-mm-Fingerfräser noch einen "Freiraum", damit die Stütze
tatsächlich nur in der Rundnut liegt.
Weil der untere Teil der Relingstützen einen 1,3-mm-Durchmesser hat, fräse ich
hier mit einem 1,5-mm-Fingerfräser noch einen "Freiraum", damit die Stütze
tatsächlich nur in der Rundnut liegt.
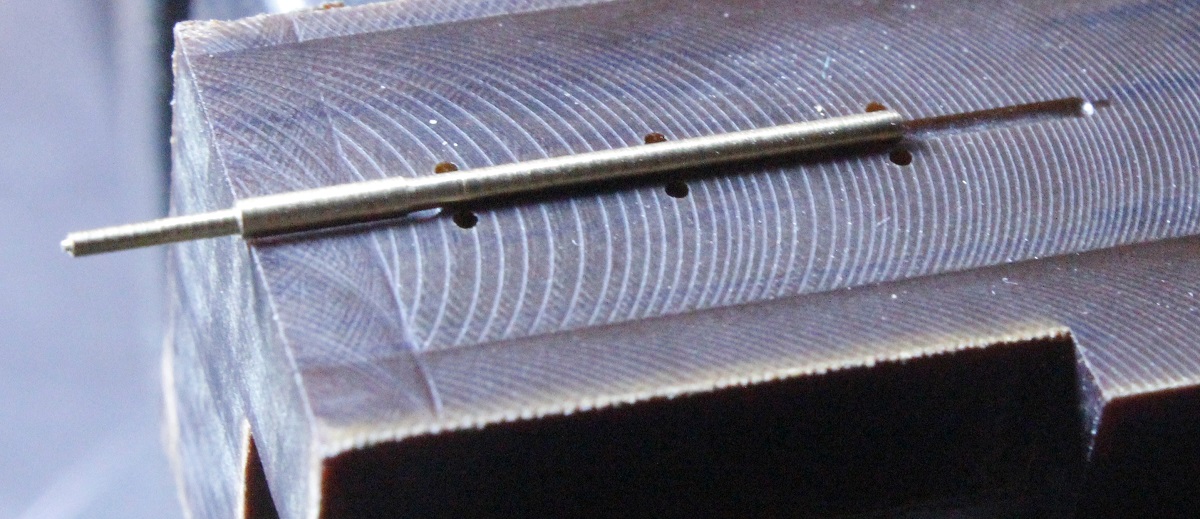 Das sieht dann so aus.
Das sieht dann so aus.
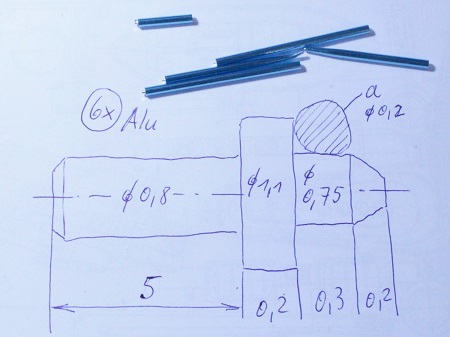 Aus
Alu-Stricknadeln müssen nun nach diesen Maßen sechs Zentrierstifte gedreht
werden. Auf den 0,75-mm-Zapfen stecke ich später die Kupferringe aus
0,2-mm-Draht.
Aus
Alu-Stricknadeln müssen nun nach diesen Maßen sechs Zentrierstifte gedreht
werden. Auf den 0,75-mm-Zapfen stecke ich später die Kupferringe aus
0,2-mm-Draht.
 0,8-mm-Zapfen, 5
mm lang, Bedingungen dazu: sauber geschliffener HSS(!)-Seitendrehstahl beinahe
ohne Spitzenrundung, Höheneinrichtung der Schneide auf 1/100-mm genau,
Obersupport auf exaktes Zylinderdrehen eingerichtet (Drehversuche), Drehen nach
justierter Quersupport-Skala, die Länge jeweils auf 2 x 2,5 mm andrehen...
0,8-mm-Zapfen, 5
mm lang, Bedingungen dazu: sauber geschliffener HSS(!)-Seitendrehstahl beinahe
ohne Spitzenrundung, Höheneinrichtung der Schneide auf 1/100-mm genau,
Obersupport auf exaktes Zylinderdrehen eingerichtet (Drehversuche), Drehen nach
justierter Quersupport-Skala, die Länge jeweils auf 2 x 2,5 mm andrehen...
 Durchmesser 1,1
angedreht.
Durchmesser 1,1
angedreht.
 Abgestochen auf 1 mm Länge.
Abgestochen auf 1 mm Länge.
 0,75-mm-Zapfen angedreht.
0,75-mm-Zapfen angedreht.
 Die
0,75-mm-Zapfen erhielten noch 90°-Spitzen angestochen. So lassen sich später die
winzigen Ringe besser aufstecken - alles das sind Erfahrungen aus meiner
25-jährigen Berufstätigkeit im Werkzeugbau!
Die
0,75-mm-Zapfen erhielten noch 90°-Spitzen angestochen. So lassen sich später die
winzigen Ringe besser aufstecken - alles das sind Erfahrungen aus meiner
25-jährigen Berufstätigkeit im Werkzeugbau!
 Die
sechs Zentrierstifte sind in die Lötvorrichtung eingesteckt...
Die
sechs Zentrierstifte sind in die Lötvorrichtung eingesteckt...
 ...und hier habe ich eine Relingstütze eingelegt.
...und hier habe ich eine Relingstütze eingelegt.
 Dieses
Novotex-Stück habe ich als Längsanschlag gefräst. Dagegen wird das untere Ende
der Relingstütze mit dem 0,8-mm-Zapfen geschoben.
Dieses
Novotex-Stück habe ich als Längsanschlag gefräst. Dagegen wird das untere Ende
der Relingstütze mit dem 0,8-mm-Zapfen geschoben.
 Und damit
die Stütze beim Anlöten der Ringe keinesfalls axial verrutschen kann, habe ich
eine Klemmbrücke, ebenfalls aus Novotex, gefräst. Sieht exotisch aus, aber
funktioniert...
Und damit
die Stütze beim Anlöten der Ringe keinesfalls axial verrutschen kann, habe ich
eine Klemmbrücke, ebenfalls aus Novotex, gefräst. Sieht exotisch aus, aber
funktioniert...
 Hier ist alles zusammengeschraubt, man muß dazu nicht viel erklären. Nun muß ich
etwa 360 Ringe aus 0,2-mm-Kupferdraht herstellen, Innendurchmesser 0,8 mm;
Außendurchmesser 1,2 mm.
Hier ist alles zusammengeschraubt, man muß dazu nicht viel erklären. Nun muß ich
etwa 360 Ringe aus 0,2-mm-Kupferdraht herstellen, Innendurchmesser 0,8 mm;
Außendurchmesser 1,2 mm.
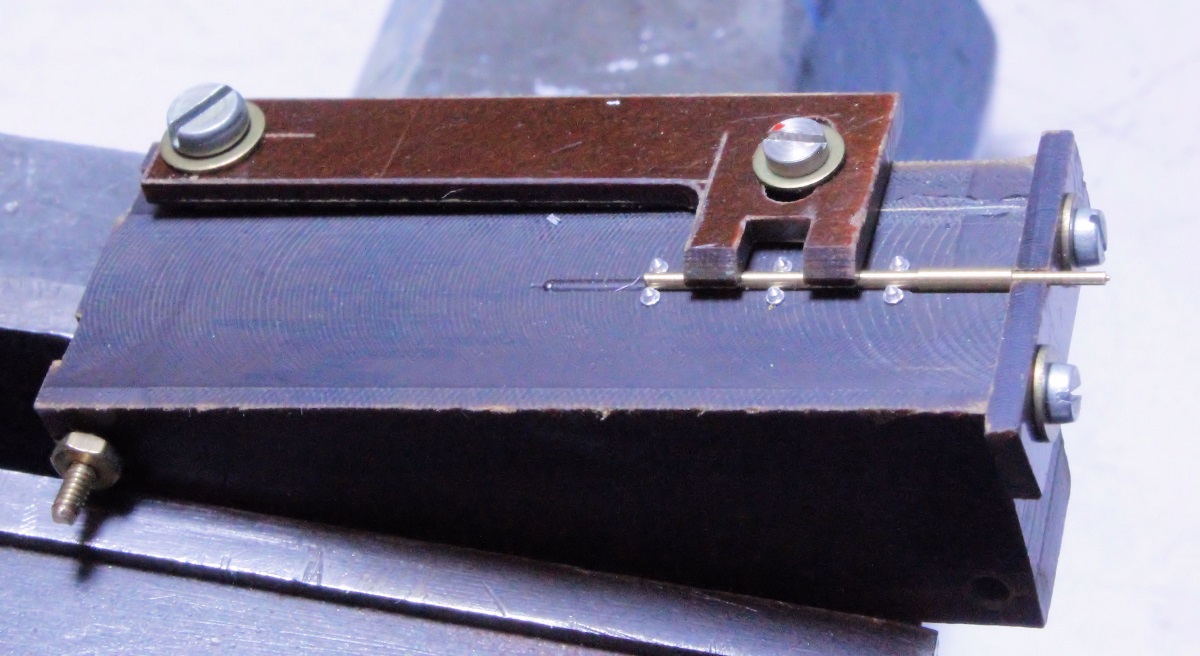
 Für
den Zweck habe ich schnell eine einfache "Wickelmaschine" gebaut. Der
0,8-mm-Wendelbohrer steckt mit seinem gesamten Schneidenteil in der Ms-Achse und
wird von einer Radial-Schraube gehalten. Nur der Schaft schaut heraus.
Für
den Zweck habe ich schnell eine einfache "Wickelmaschine" gebaut. Der
0,8-mm-Wendelbohrer steckt mit seinem gesamten Schneidenteil in der Ms-Achse und
wird von einer Radial-Schraube gehalten. Nur der Schaft schaut heraus.
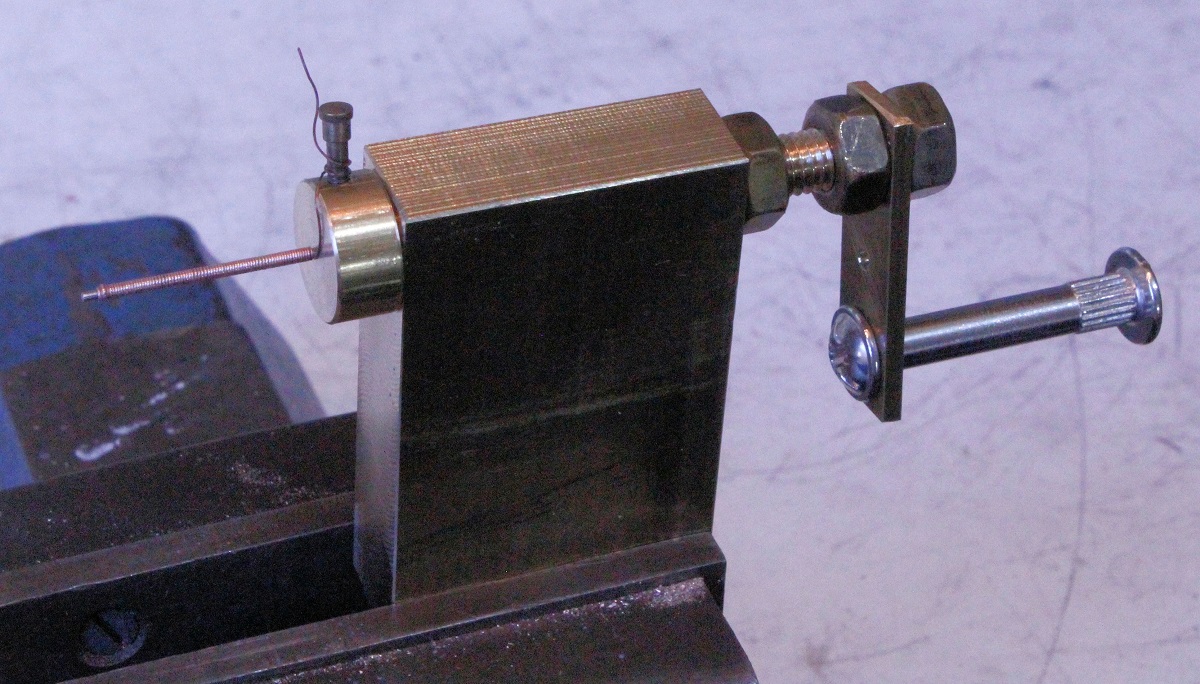
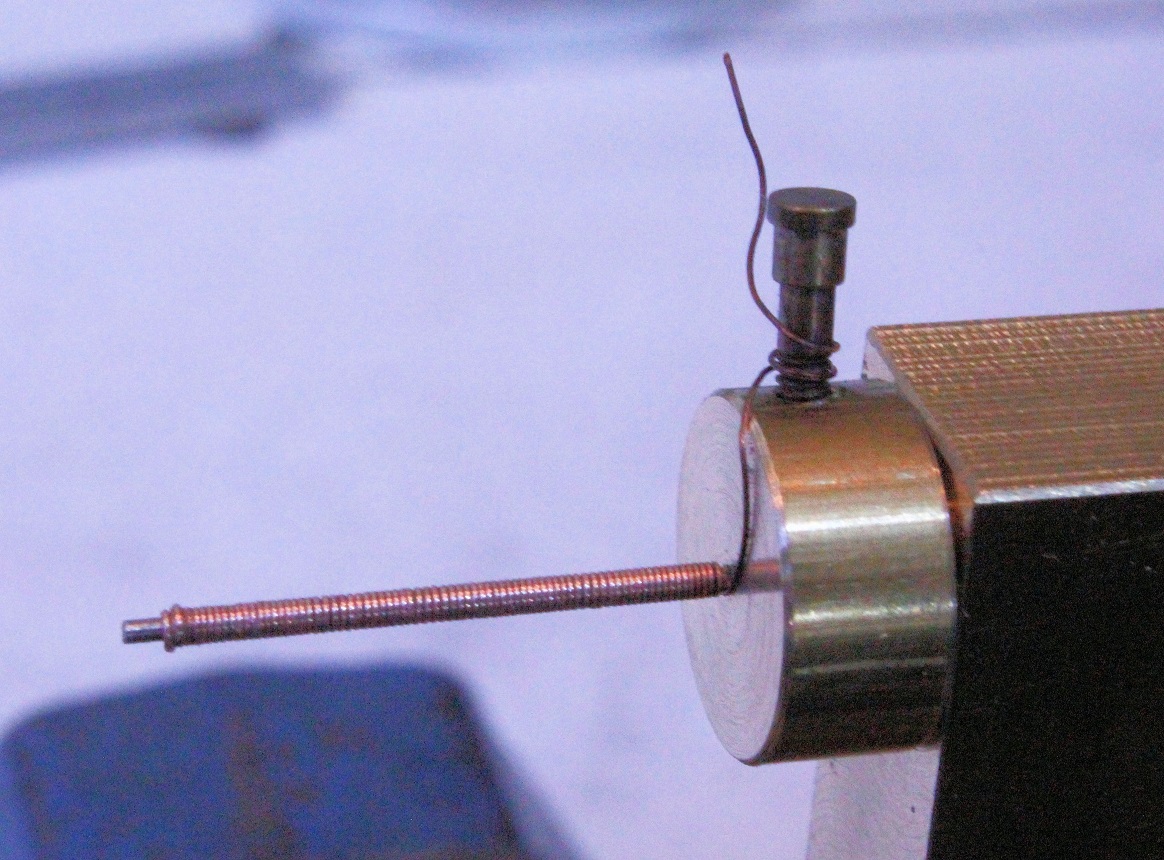 Bevor ich die Wendel abschneide und herunterziehe, drehe ich sie zwischen einer
Doppelung Schmirgelleinen, damit für das sichere Löten die letzten Reste vom
Lack entfernt werden. Den Draht hatte ich zuvor mit dem Propangas-Brenner
abgebrannt.
Bevor ich die Wendel abschneide und herunterziehe, drehe ich sie zwischen einer
Doppelung Schmirgelleinen, damit für das sichere Löten die letzten Reste vom
Lack entfernt werden. Den Draht hatte ich zuvor mit dem Propangas-Brenner
abgebrannt.
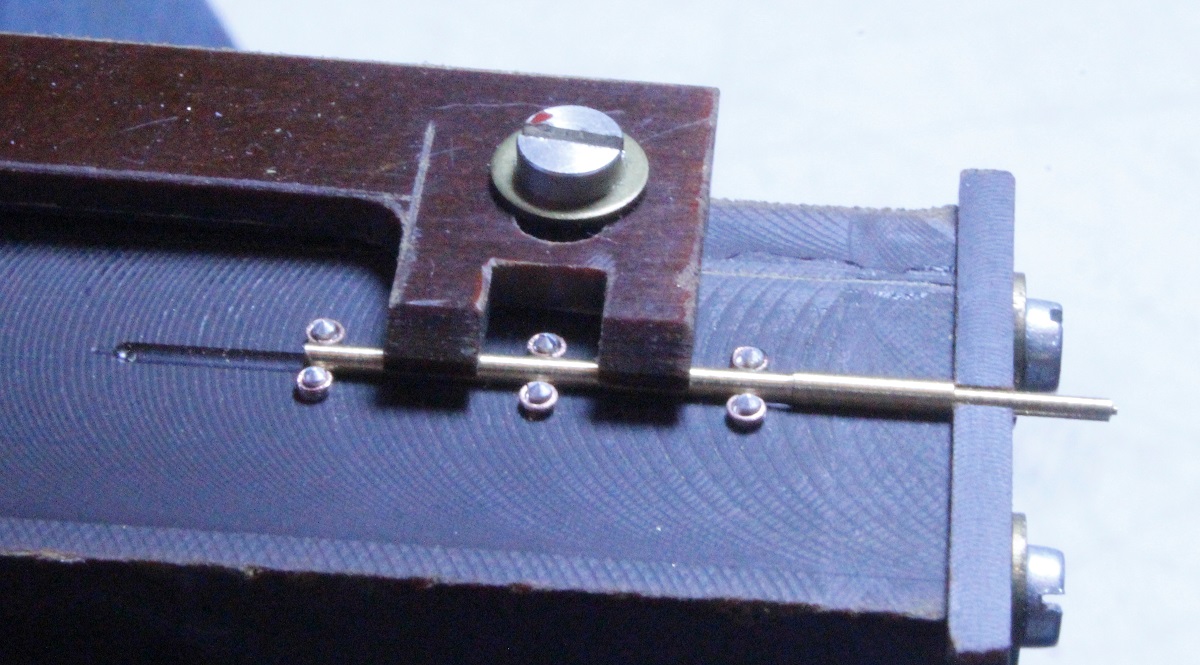 Nach dem Abschneiden der Ringe mit einer sehr spitzen Hautschere werden
sie auf einer ebenen Fläche plattgedrückt. Im Bild habe ich schon sechs Stück in
der Lötvorrichtung aufgesteckt - fertig zum Löten.
Nach dem Abschneiden der Ringe mit einer sehr spitzen Hautschere werden
sie auf einer ebenen Fläche plattgedrückt. Im Bild habe ich schon sechs Stück in
der Lötvorrichtung aufgesteckt - fertig zum Löten.
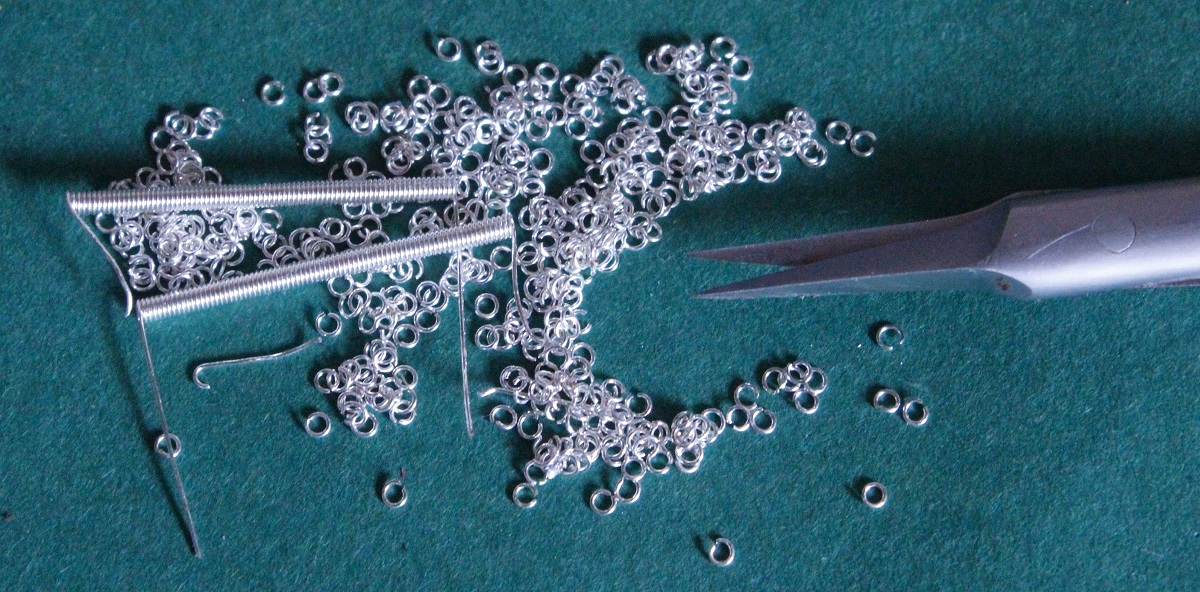 Ich
habe dann doch versilberten 0,2-mm-Cu-Draht (amazon) verwendet. Links liegen
zwei noch nicht aufgeschnittene Wendel und rechts habe ich die extrem schlanken
Schneidschnäbel der Hautschere mit fotografiert. Man erkennt, daß sich viele
Ringe beim Abschneiden auch etwas aufgeweitet haben.
Ich
habe dann doch versilberten 0,2-mm-Cu-Draht (amazon) verwendet. Links liegen
zwei noch nicht aufgeschnittene Wendel und rechts habe ich die extrem schlanken
Schneidschnäbel der Hautschere mit fotografiert. Man erkennt, daß sich viele
Ringe beim Abschneiden auch etwas aufgeweitet haben.
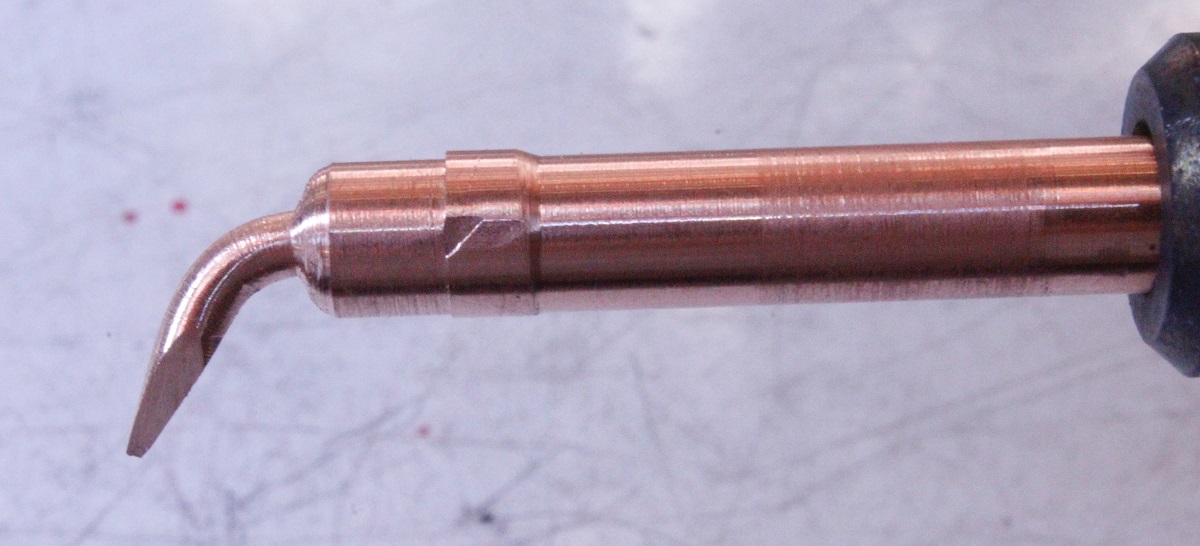 Die selbst gedrehte Lötkolbenspitze. Das massive hintere Stück (Durchmesser 7
mm) sorgt dafür, daß beim Löten immer reichlich Hitze "nachgeschoben" wird. Das
vordere (Durchmesser 3 mm) ist sehr kurz und konisch zugefeilt; die vordere
"Schneide" ist nur 1 mm breit.
Die selbst gedrehte Lötkolbenspitze. Das massive hintere Stück (Durchmesser 7
mm) sorgt dafür, daß beim Löten immer reichlich Hitze "nachgeschoben" wird. Das
vordere (Durchmesser 3 mm) ist sehr kurz und konisch zugefeilt; die vordere
"Schneide" ist nur 1 mm breit.
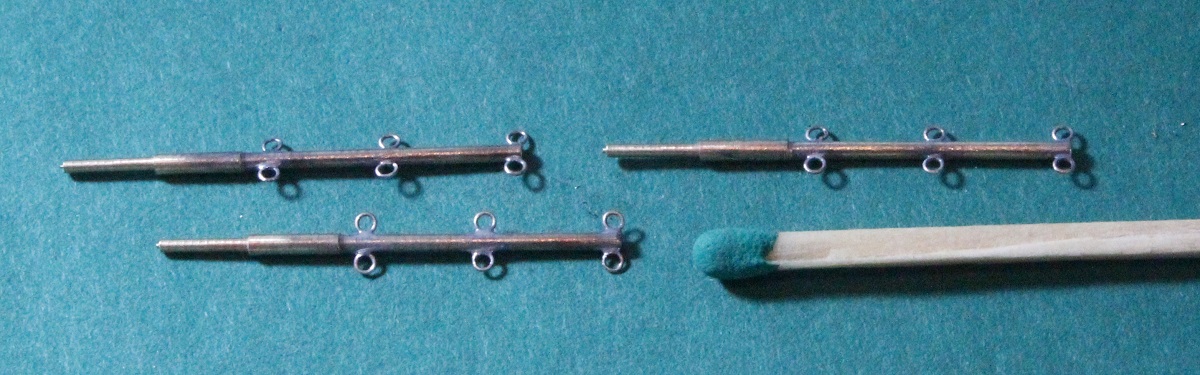 Die ersten Relingstützen mit angelöteten Ringen. Jeder Ring wird so gedreht, daß
sein "Verschluß" an der Stütze anliegt. Nur so hält er später auch einiges an
Zug aus... (Löten = Lötwasser! und mein Buch "Modellbautechniken")
Die ersten Relingstützen mit angelöteten Ringen. Jeder Ring wird so gedreht, daß
sein "Verschluß" an der Stütze anliegt. Nur so hält er später auch einiges an
Zug aus... (Löten = Lötwasser! und mein Buch "Modellbautechniken")
 Unten
liegt eine Stütze geklammert in der Lötvorrichtung. Überschüssiges Zinn ist noch
nicht entfernt. Das mache ich, während die Stütze noch geklammert ist, mit einem
sehr spitz geschliffenen Dreikantschaber (Dreikant-Nadelfeile) und anschließend
mit einer rotierenden Drahtbürste. Das sieht dann wie bei der oben liegenden
Stütze aus. Die Ringe halte ich während des Lötens mit einem sehr spitz
gedrehten/gefeilten Stab (Alu-Stricknadel). Die winzige Menge Lötwasser trage
ich mit einem sehr kleinen Tuschpinsel auf; dessen Griff ist auf über die Hälfte
gekürzt. Für JEDEN Ring bestücke ich die Lötkolben-Spitze mit neuem Zinn. Damit
nur eine winzige Menge Zinn an der Spitze ist, schüttle ich ihn kräftig in
Richtung Fußboden.
Unten
liegt eine Stütze geklammert in der Lötvorrichtung. Überschüssiges Zinn ist noch
nicht entfernt. Das mache ich, während die Stütze noch geklammert ist, mit einem
sehr spitz geschliffenen Dreikantschaber (Dreikant-Nadelfeile) und anschließend
mit einer rotierenden Drahtbürste. Das sieht dann wie bei der oben liegenden
Stütze aus. Die Ringe halte ich während des Lötens mit einem sehr spitz
gedrehten/gefeilten Stab (Alu-Stricknadel). Die winzige Menge Lötwasser trage
ich mit einem sehr kleinen Tuschpinsel auf; dessen Griff ist auf über die Hälfte
gekürzt. Für JEDEN Ring bestücke ich die Lötkolben-Spitze mit neuem Zinn. Damit
nur eine winzige Menge Zinn an der Spitze ist, schüttle ich ihn kräftig in
Richtung Fußboden.
 Die meisten Relingstützen (60 Stück für das Hauptdeck) haben nur drei Ringe; 20
Stück erhalten sechs Ringe.
Die meisten Relingstützen (60 Stück für das Hauptdeck) haben nur drei Ringe; 20
Stück erhalten sechs Ringe.
Im Teil 2 geht der Bau weiter..............
![]()